






联系人:陆先生
邮箱:2992385323@qq.com
电话:13240664100
地址: 广东东莞市长安镇上沙社区创盛路8号
热熔钻,是一项来自德国的革命性新技术。它改变了传统钻孔紧固工序的工艺,使得以往加工过程中的难题——薄板薄管的攻牙紧固几秒钟就可以轻松解决。此项工艺用以取代钻孔,取代焊接螺母,取代压铆螺母。
钨钢热熔钻是一种采用碳化钨硬质合金制造的工具,当使用高速及施以向下轴向力时,置于金属薄板上之热熔钻因头部与金属磨擦急剧产生高达摄氏650-670之温度,热熔钻附近区域金属迅速软化,在高温转动及轴向压力下,迅速加工出孔洞,同时孔洞周围形成批锋(凸台阶),此批锋就是热熔钻追求的效果,可以攻牙,加强联结效果,另由于光洁度的加工面,更可以用作轴承支撑座,分叉喉道接驳等用途。
多米机械热熔钻优势
1.无切屑,螺纹可承受更高强度拉伸力及连接扭矩值。
2.无屑加工,无需移除废料,干净卫生环保。
3.热熔钻孔成型定位,孔位精度高。
4.适用于多种钻孔攻牙设备。
5.加工效率高、使用寿命长、节约人工成本及材料成本。
6.适合于多种能热熔钻孔的材料。
我们的特殊服务↓↓↓
“杰奥拓普”品牌热熔钻头支持多次返厂修磨。因全新热熔钻单价相对较高,所有在我司购买“杰奥拓普”
品牌热熔钻,使用磨损后可统一收集好返回工厂修磨,修磨费用仅为全新热熔钻的约1/3单价,经过修磨
可达到全新热熔钻的效果。
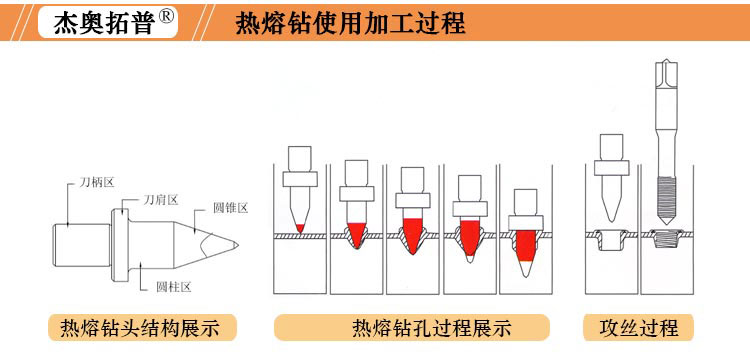
杰奥拓普热熔钻采用耐磨、耐高温的硬质合金材料制成。当高速旋转的热熔钻头接触工件表面,并施以
向下的轴向压力时,热熔钻头头部与金属摩擦并瞬间产生700°-800°的高温,使钻头附近区域金属迅速软
化,热熔钻头挤压穿透的同时,把软化的金属部分拉伸成一个原来厚度约三倍的金属凸台和衬套,整个过
程只需要1-3秒的时间。
热熔钻孔后形成的凸台和衬套可作挤牙攻丝,螺牙成型,加强联结效果,更可以用用轴承支撑座,分叉
喉道接驳等用途。因加工全过程为无切屑加工,使加工出来的螺纹能承受高强度的拉力和扭力,完全可以
取代之前先钻孔后焊接或压铆螺母的工艺。



1、可使传统钻孔攻丝时产生的切屑转化为连接薄壁工件所需的环颈和衬套结构,其总厚度可达原有厚度的3倍左右。通过改变工件结构和加工方式,提高了螺纹的成型精度,拉伸强度、连接扭矩值和稳定性。
2、加工表面因热熔钻头部位与金属材料剧烈摩擦产生高温,然后在空气中冷却而获得正火处理效果,使孔
的表层硬度及防锈、耐磨蚀性能得以提高。
3、选用多米热熔钻孔机加工速度快,循环时间短。根据材料厚度及孔径大小的不同,加工一个孔仅需1-3
秒钟,大大提高了生产效率。
4、热熔钻攻机实现了无屑加工,无需处理切屑等废料,简化了工序,提高了材料利用率。
5、热熔钻头结构简单,易于制备和维护,刀具使用寿命较长。热熔钻头圆柱面磨损小,锥面磨损不影响加
工孔侧面的成形,无需刃磨刀具。
6、热熔钻可以我司标准数控钻床上进行加工,钻头采用套筒夹头,刀柄采用莫氏锥柄或直圆术柄。无需额
外增加专用设备和配件。
7、热熔钻加工可优化、简化和改进产品设计和工节路线,有利于后续装配加工。

汽车配件
◆健身器械
◆ 家具行业
◆轨道交通
◆农用机械
◆空调管道
◆护栏建筑
◆医疗设备
◆适用各种标准螺纹、公制螺纹和NPT螺纹等
热熔钻常见的17个问题
一、热熔钻适用于哪些材料?
钢、不锈钢、铜
黄铜,ZN含量低于40%
铝合金,SI硅含量低于0.5%
若加工M8,2毫米厚的工件,采用多米热熔钻攻一体机加工,建议设备参数调至如下:
主轴转速:2500RPM
主轴功率:1.5KW
二、多米热熔钻头的使用寿命如何?
普通碳钢:8000 - 10000 个孔。
不锈钢:3000 - 5000 个孔。
但要考虑以下影响因素:
1.热熔钻直径和钻头长度
2.材料厚度和类型
3.润滑
4.产生的温度
5.震动
6.转速
7.机床和主轴的状态
8.进给速度
9.正确的使用操作
10.环境条件
三、使用多米热熔钻头,需要特殊钻床设备吗?
不。多米热熔钻头不仅可以与普通钻床配套使用,而且,只要达到合适的转速和功率的CNC加工中心、铣床、动力头等,均可以与多米热熔钻头配套使用。如果您现有钻床达不到合适的加工参数,多米机械有限公司也可以为您推荐相应钻床。
四、必须使用热熔膏吗?
是的,多米牌热熔膏(热熔钻专用散热膏、钻孔油)可以有效保护刀具和设备,防止金属黏在热熔钻头上同时给热熔钻降温。涂抹量根据材料的不同类型和厚度来定。涂太多可能使热熔钻头降温太多,影响成型孔和凸台的质量。
普通碳钢每钻5—10个孔,需加少许热熔膏于热熔钻头上。注意:不锈钢工件,每钻一个孔,需添加热熔膏。
五、多米热熔钻头可用手电钻来操作吗?
不建议。如上所述,使用多米热熔钻需要达到低的转速和功率要求,而且需要很大的轴向压力带动金属塑性成形,而手电钻的稳定性和轴向压力达不到加工要求。但在小孔径薄壁工件上可以进行间断性操作,zui大孔径小于M6,厚度小于1.5毫米。
六、多米热熔钻头可以用在镀锌材料吗?
仅在某些情况下可以。因为锌和钢具有不同的熔点,这对孔和凸台的成型质量有显著影响。
根据镀锌的厚度,若厚度介于3—5微毫之间,可以用多米热熔钻头。
如果镀锌层厚且不均匀,建议先去除镀层再用热熔钻钻孔。
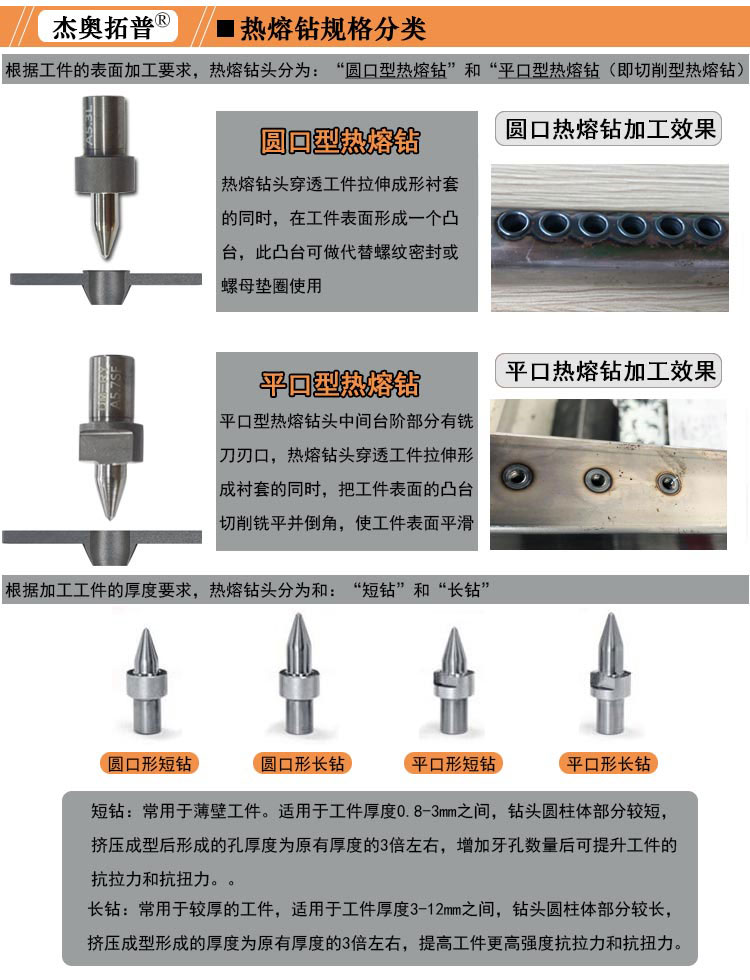
七、多米热熔钻可以加工平型钻孔吗?
可以。 工件表面的突台是在钻孔过程中,将向上延展的加工点位材料重新塑形而成,有这个凸台可以作为螺母垫圈,加工出口的孔长度也相应更长,一般加工圆管时多米热钻推荐采用标准型热熔钻(即圆口热熔钻头)。圆管因为有弧度表面还会有残留,还需要用其他机械加工方式打磨。对于方管和平板,多米平口型热熔钻头能将此突台切除,形成光滑的平面。
八、多米热熔钻可以加工盲孔吗?
不可以。多米热熔钻头需要在钻孔底部有一定的空间以便形成衬套,推荐用于通孔加工。
九、突台和衬套是如何形成的?
均由加工点位的材料重新塑形而成,无需额外配件。
十、使用多米热熔钻和挤压丝锥加工出螺纹的强度如何?
试验证明,无论是抗拉强度,还是扭矩,强度均高于焊接螺母。
十一、可以用普通切削丝锥攻丝吗?
可以,但不建议。多米无屑挤压热熔成型钻头/热钻的特点是将加工点位的材料保留并重新塑型;而普通切削攻丝将会切除部分原材料。如一定要采用切削攻丝,我们建议先用多米牌长型或长/平型热熔钻头钻孔,然后再采用普通切削攻丝。
十二、材料的硬度会不会增高,提高加工难度?
取决于材料的碳含量。对于普通碳钢,硬度不会增高;
不锈钢硬度会增高10-15%,但若采用多米挤压丝锥攻丝,加工不会受任何影响。
十三、热量从何而来?
由摩擦产生,无需任何额外加热装置。
十四、zui大材料厚度是多少?
取决于钻孔的孔径和钻孔的表面要求。对于zui大孔径,材料厚度可达12毫米。具体可以参考:热熔钻zui大穿透厚度表。
根据我们的经验,多米热熔钻大多用于1-3mm的材料。
十五、在多米热熔钻孔过程中钻头头部呈暗红色?这危险吗?
不。通常情况下,摩擦产生的高温达到600度时,热熔钻头头部开始呈现暗红色。如果颜色变成鲜红色或者黄色,意味着钻头过热!这将会降低钻头寿命和孔的成型质量。
十六、向内拉伸的衬套太长或者边缘裂开。如何才能减少流向内的材料?
实现这一目标的zui佳途径是:在用热熔钻钻孔之前,先钻一个小的预制孔。预制孔可以减少向内流动的材料,缩短衬套拉伸的长度,并可以防止衬套边缘开花裂开,减少毛刺。但同时也可能会减少形成的螺牙数量。
十七、多米热熔钻为什么会磨损?
在制造硬质合金热熔钻头的过程中,钴(Co)作为一种有效的结合剂,可以将硬质颗粒(如碳化钨WC等)粘结到一起。但是,在切削加工中,由于刀具材料中的钴熔点较低(约为1,495℃,而硬质合金的熔点为2,870℃),在高温作用下会软化,并出现月牙洼和产生磨粒磨损及塑性变形。





 13240664100
13240664100