






联系人:陆先生
邮箱:2992385323@qq.com
电话:13240664100
地址: 广东东莞市长安镇上沙社区创盛路8号
热熔钻是采用高硬度的碳化钨硬质合金材质制造,钻头的成型部分由带有四个小平面的多边形构成,当钻头高速旋转时,这四个小平面与工件材料摩擦产生的巨大热量,使材料成型。钻头设计成几乎是平的锥尖,过渡到圆锥形,然后是圆柱形。钻头的圆锥形和圆柱形部分,实际上由如前所述的多边形构成,钻头的圆柱部分决定了孔的直径。
热熔钻头可应用于多种金属材质,可以应用于较软的金属材质如紫铜、黄铜、铝合金;也可以应用于较硬的结构钢、高型号钢和高强度特殊合金。本款热熔钻头由特殊硬质合金制成,保证了钻头在高温下保持稳定和使用寿命;高超的研磨技术保证了钻头的高精度。
多米机械热熔钻优势
1.无切屑,螺纹可承受更高强度拉伸力及连接扭矩值。
2.无屑加工,无需移除废料,干净卫生环保。
3.热熔钻孔成型定位,孔位精度高。
4.适用于多种钻孔攻牙设备。
5.加工效率高、使用寿命长、节约人工成本及材料成本。
6.适合于多种能热熔钻孔的材料。
我们的特殊服务↓↓↓
“杰奥拓普”品牌热熔钻头支持多次返厂修磨。因全新热熔钻单价相对较高,所有在我司购买“杰奥拓普”
品牌热熔钻,使用磨损后可统一收集好返回工厂修磨,修磨费用仅为全新热熔钻的约1/3单价,经过修磨
可达到全新热熔钻的效果。
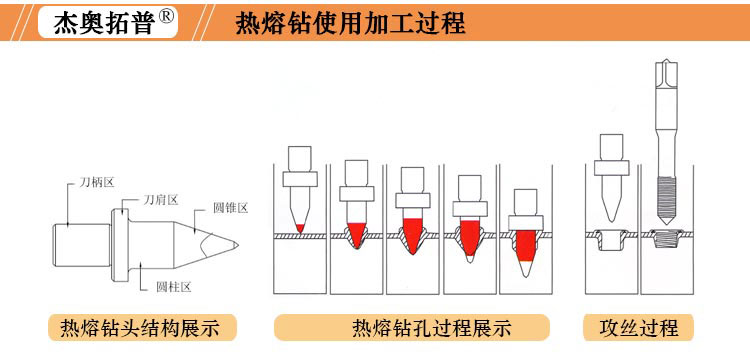
杰奥拓普热熔钻采用耐磨、耐高温的硬质合金材料制成。当高速旋转的热熔钻头接触工件表面,并施以
向下的轴向压力时,热熔钻头头部与金属摩擦并瞬间产生700°-800°的高温,使钻头附近区域金属迅速软
化,热熔钻头挤压穿透的同时,把软化的金属部分拉伸成一个原来厚度约三倍的金属凸台和衬套,整个过
程只需要1-3秒的时间。
热熔钻孔后形成的凸台和衬套可作挤牙攻丝,螺牙成型,加强联结效果,更可以用用轴承支撑座,分叉
喉道接驳等用途。因加工全过程为无切屑加工,使加工出来的螺纹能承受高强度的拉力和扭力,完全可以
取代之前先钻孔后焊接或压铆螺母的工艺。
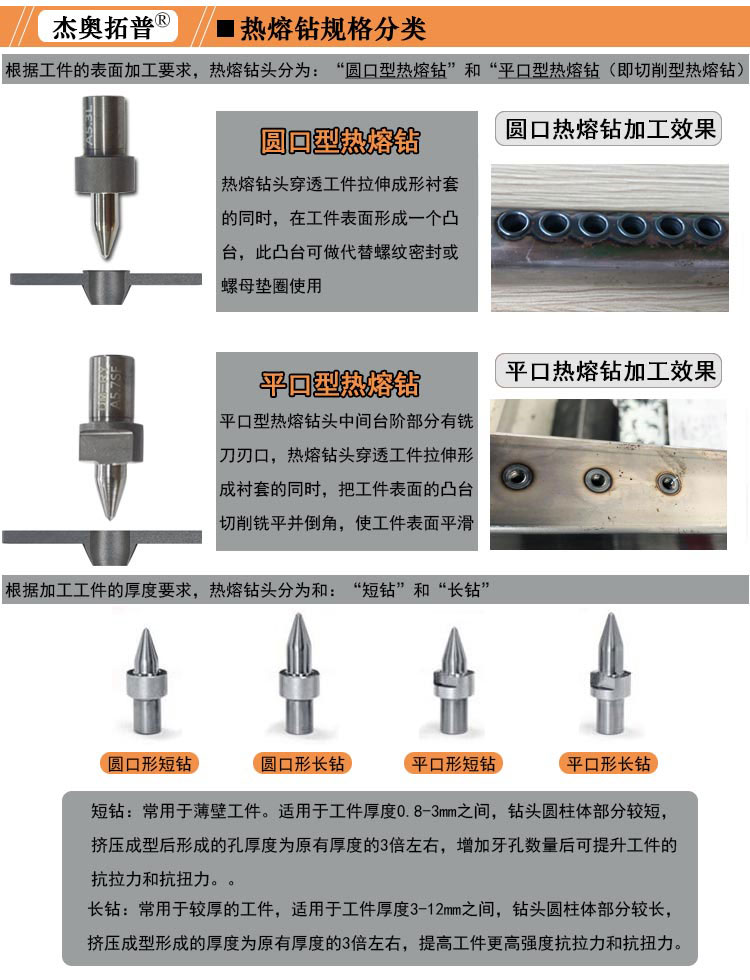



1、可使传统钻孔攻丝时产生的切屑转化为连接薄壁工件所需的环颈和衬套结构,其总厚度可达原有厚度的3倍左右。通过改变工件结构和加工方式,提高了螺纹的成型精度,拉伸强度、连接扭矩值和稳定性。
2、加工表面因热熔钻头部位与金属材料剧烈摩擦产生高温,然后在空气中冷却而获得正火处理效果,使孔
的表层硬度及防锈、耐磨蚀性能得以提高。
3、选用多米热熔钻孔机加工速度快,循环时间短。根据材料厚度及孔径大小的不同,加工一个孔仅需1-3
秒钟,大大提高了生产效率。
4、热熔钻攻机实现了无屑加工,无需处理切屑等废料,简化了工序,提高了材料利用率。
5、热熔钻头结构简单,易于制备和维护,刀具使用寿命较长。热熔钻头圆柱面磨损小,锥面磨损不影响加
工孔侧面的成形,无需刃磨刀具。
6、热熔钻可以我司标准数控钻床上进行加工,钻头采用套筒夹头,刀柄采用莫氏锥柄或直圆术柄。无需额
外增加专用设备和配件。
7、热熔钻加工可优化、简化和改进产品设计和工节路线,有利于后续装配加工。

汽车配件
◆健身器械
◆ 家具行业
◆轨道交通
◆农用机械
◆空调管道
◆护栏建筑
◆医疗设备
◆适用各种标准螺纹、公制螺纹和NPT螺纹等
热熔钻几乎可应用于所有行业
作为一种简单的钻孔工具,它有多种名称:热熔钻、钨钢热熔钻头、硬质合金热熔钻、拉伸钻头、热摩擦钻、流钻、流动打孔、流体钻、挤压钻头、挤压成型钻、无屑挤压热熔成型钻头、高温钻头等,但都是指的同一种工艺。
用热熔钻实现摩擦热熔钻孔过程,就像用普通的钻头钻孔一样简单轻松。现代碳化钨材料和高超的研磨技术保证了钻头的高精度、钻孔操作可靠且可重复性。
不同于传统钻头,工件的强度会因为材料的切除而破坏。相反,原来位置加热的材料会在孔周边延展流动。
在初始阶段,当高速旋转的钻头接触工件表面,并施以向下的轴向压力时,热熔钻头头部与金属摩擦摩擦并产生高温650°~750°,使热熔钻头附近区域金属迅速软化,加热的材料沿着钻头锥度往上延伸,一旦热熔钻挤压完全穿透材料时,大部分热熔的材料会流向孔的下面形成一个原来厚度三至四倍的金属批锋(衬套、凸台),上表面的材料形成一个略高于表面的凸环。请注意,这个凸环可以保留作为螺母的垫圈或密封圈,也可以采用平口型fdrill钻头在瞬间切除刮平。全过程只需2-6秒,此衬套可以作挤压攻丝,螺牙成型,加强连接效果,更可以用作轴承支撑座,分叉喉道接驳等用途。
因加工全过程为无切屑加工,使加工出来的螺纹能承受高强的拉力和扭力,完全可以取代之前先钻孔后焊接或压铆螺母的工艺。
不同直径、不同型号热熔钻,钻孔直径从1.4到50mm不等。同一直径的热熔钻头有一个蕞大钻孔厚度(即一个更大直径的fdrill热熔钻头能钻更厚的材料),有些Fdrills热熔钻头可以穿透12mm厚的材料。
用热熔钻钻孔形成衬套后,如果要攻丝的话,我们建议采用Ftap挤压丝锥加工工艺。
挤压丝锥是使用Fdrill热熔钻头钻孔后加工螺纹的理想的丝锥,和传统的丝锥加工出的螺纹相比,使用Ftap丝锥加工成的螺纹具有超高强度,它不是靠切削材料的颗粒组织来形成螺纹,而是通过挤压材料来形成螺纹,所以用挤压丝锥加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征。
Ftap挤压丝锥的优点:
无切削加工使得工作环境更加清洁;
与普通的切削螺纹相比,螺纹的成型速度更高;
加工出的螺纹表面质量更高;
由于在加工螺纹时很少破裂,从而延长了丝锥的使用寿命;
由于在加工螺纹的过程中没有切割材料的颗粒组织,所以加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征;
适用于绝大多数的螺纹加工机床;
适用于能用热熔钻加工的所有金属材料,包括钢、不锈钢、轻金属、铝合金以及拉伸强度不超过1200N/mm的金属材料。
在普通切削钻孔作业中所产生的钻屑可连接成片的材料,均可应用于挤压攻丝。





 13240664100
13240664100