






联系人:杨先生
邮箱:286096087@qq.com
电话:13685125598
地址: 江苏徐州市泉山区徐州市泉山区三环西路果园工业园
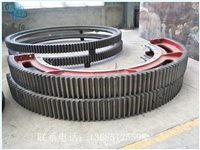
徐州晨阳回转窑大齿轮,回转窑小齿轮,回转窑轮带,回转窑滚圈,回转窑托轮,回转窑挡轮
一、回转窑大齿轮施工工序如下:在大齿轮与筒体之间分圆周四等分制作在拆卸、调校用的工装支座,把大齿圈两半接合处的螺栓、定位销拆出,连接大齿轮的弹簧板采用碳弧气刨清除,尽量减少在清除焊缝时灼伤到筒体本体,在所有弹簧板焊缝清除完后,用吊车分别把两半齿轮吊运到现场坚硬平整的地面上,再拆卸弹簧板与大齿轮的连接螺栓,大齿轮与弹簧板运回厂里,大齿轮与弹簧板连接孔重新配钻,螺栓尺寸由配孔尺寸决定,小齿轮及轴用吊车吊运拆下后也运送回厂里拆出小齿轮。
二、回转窑大齿轮、弹簧板校正。把齿轮吊运到制做好的工装支座上,把大齿轮两半齿轮接合处的连接螺栓、定位销紧固好。须保证两半齿接合处紧密贴合,按口四周用0.04mm塞尺检查,塞入深度不大于100mm,架制做2只百分表工装,检测大齿轮径向和端面摆动,在大齿轮圆周等分12个测量点,盘动回转窑测量大齿轮圆周等分的12个测量点,做好数值检测记录,通过安装在大齿轮上的支撑,调调校工装来调校大齿轮的径向和端面摆动值,由于现在的大齿轮已运行了好几年,在调校时在满足大齿轮正常运转前提下,调校后大齿轮的径向和端面摆动值尽量控制在径向摆动偏差不大于2.0mm,端面摆动值偏差不大于2.5mm,在大齿轮径向和端面摆动值调校好后才能安装连接弹簧板,弹簧板与筒体表现应打磨平整贴合紧密,弹簧 板与筒体点焊和焊接都在对称方位施工,尽量减少焊接后变形。
三、小齿轮、减速机、主电机、辅电机校正。小齿轮和大齿轮的顶间间隙控制在0.25M+(2-3)mm,齿面接触、齿高不少于40%,齿长不少于50%,小齿轮轴和减速机、主电机、辅电机传动轴,同轴度控制在不大于0.2mm。
生产优势:
1、回转窑大齿轮采用正火加回火的热处理工艺技术提高耐磨性使得回转窑大齿轮结构得以优化、硬度得到提高,产品的耐磨性和抗冲击力大大增强。
2、回转窑大齿轮采用高强度钢材进行齿轮铸造有效延长配件使用寿命长,保障了部件在长时间运转下的稳定性。
3、单间30吨以下,直径8米以下铸钢件加工能力。
4、自行浇注产品毛坯,加工设备齐全,自行加工,内部统筹安排生产,价格优势明显






 13685125598
13685125598