






联系人:谢大成
邮箱:cqweilian@126.com
电话:13983013411
地址: 重庆渝北区两江新区工业园
壹:球墨铸铁井盖型号分类:
五防球墨铸铁井盖=============铺砖球墨铸铁井盖===========外方内圆球墨铸铁井盖


溢流球墨铸铁井盖============压力球墨铸铁井盖=============立式球墨铸铁井盖

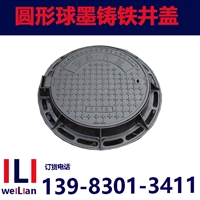
圆形球墨铸铁井盖============方形球墨铸铁井盖===========球墨铸铁树围树篦子护树板

防沉降雨水井盖=================圆孔雨水井盖==============防滑雨水井盖



雨水套井盖================溢流雨水套井盖===============雨水条孔井盖



贰:铁原材料分类:
灰铸铁井盖
蠕墨铸铁井盖
球墨铸铁井盖
黑心可锻铸铁井盖
白心可锻铸铁井盖
珠光体可锻铸铁耐磨铸铁井盖
抗磨白口铸铁井盖
抗磨球墨铸铁井盖
冷硬铸铁井盖
耐蚀铸铁井盖
耐蚀球墨铸铁井盖
耐热铸铁井盖
耐热球墨铸铁井盖
铁井盖
叁:球墨铸铁井盖标准分类:
A15球墨铸铁井盖(超轻型井盖)(Q)(20吨/平方米)
B125球墨铸铁井盖(轻型井盖)(Q)(40吨/平方米)
C250球墨铸铁井盖(普型井盖)(P)(80吨/平方米)
D400球墨铸铁井盖(重型井盖)(P)(120吨/平方米)
E500/F600球墨铸铁井盖(超重型井盖)(Z)(140吨/平方米)
肆:球墨铸铁井盖形状分类:
外方内圆球墨铸铁井盖
圆形球墨铸铁井盖
方形球墨铸铁井盖
伍:球墨铸铁井盖面板花纹分类:
十字纹井盖
菱形纹井盖
三角纹井盖
定制花纹井盖
标识花纹井盖
LOGO花纹井盖
打标环纹井盖
陆:球墨铸铁井盖打字分类:
电井盖:电力井盖、弱电井盖、强电井盖、动力电井盖。
联建井盖:通讯井盖、电信井盖、联通井盖、移动井盖、通信井盖。
道路井盖:路灯井盖、主干道井盖、次干道井盖、支路井盖。
消防井盖:消防检查井井盖。
池井盖:隔油池井盖、雨水池井盖、污水池井盖、排污池井盖。
表井盖:水表井盖、电表井盖、燃气表井盖、自来水表井盖。
草坪井盖:植草井盖、种草井盖。
柒:球墨铸铁井盖生产流程:
1、清除通道和场地:清除的全部障碍物。
2、查看铁水包:是不是烘干,包底、包耳、包杠、端把是不是安全牢靠,滚动部分是不是灵活,不允许运用未烘干的铁水包。
3、模具处理:运用前一定要预热至500℃以上,不然不能运用。
4、铁水不得超过铁水包容积的80%:抬包要平稳慢行,步调一致,避免铁水溅起伤人。
5、用吊车吊运铁水:前应查看吊钩、链子是不是牢靠,吊运时链子不能打结,要有专人担任跟随铁水,通过道路,不得有闲杂人员。
6、浇铸时要平稳,不能从冒口往砂箱内倒铁水和看铁水。
7、铁水浇入砂型:要随时点燃出汽孔、冒口、箱缝排出的废气、以免毒气和铁水飞溅伤人。
8、铁水倒入铁模或砂坑内:不能倒在砂堆和地面上,避免铁水爆破伤人。
9、外跑铁水处理:在未凝结之前不得用砂掩盖,凝结后应立即清除。
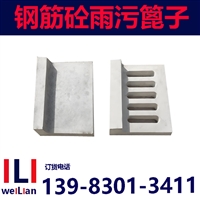
捌:球墨铸铁电缆沟盖板检测内容:
1、查验球墨铸铁电缆沟盖板尺寸(宽度、长度、高度)
2、球墨铸铁电缆沟盖板的表面(不存在铸造缺陷,铸造的图案比力清楚)
3、球墨铸铁电缆沟盖板的平度查验
4、球墨铸铁电缆沟盖板喷漆(防腐蚀漆无结团、光亮、平整)。
玖:球墨铸铁井盖熔炼方法:
1、生铁:每批生铁进厂必须进行检测,合格后方可入库,如不合格拒绝使用。
2、检测频次:30吨以下每批三个样品,30吨以上每批五个样品。
3、回炉料:为了确保产品质量稳定,回炉料的投放严格控制在30%的比例之内。
4、1.5吨双频电炉熔炼:出炉温度在1400--1500℃
5、每包铁水重量:1500kg/包
6、稀土镁合金加入量1.4%-1.6%
拾:球墨铸铁井盖生产控制方法:
1、每包铁水球化之前检测一次出炉温度,控制范围1400-1500℃。
2、每包铁水球化完毕后,检测一次铁水温度,控制范围在1360℃以上。
3、每日进行原铁水1—2个样品的五元素检测,用以控制铸件材质及炉料回收使用的稳定性。
4、每包铁水浇注控制时间长为10分钟(球化反应后)超过此时间作为报废处理。
5、每包铁水浇注完毕后,将事先预制标牌(上面刻有该包次的序号)插入该包浇注的铸件的浇口杯中,用以防止不同包次混淆。
6、每包铁水浇注后期制作抗拉试棒毛坯,作为一个检验批次,做机械性能、金相组织及硬度的检测。
7、落沙时,根据号牌分别堆放,不同包次不能混淆,等待试棒及金相的检测结果。
8、试棒机械性能结果合格后,通知车间清理。发现不合格包次,依照标志牌号码逐个报废。
壹拾壹:球墨铸铁井盖加固:
安装加固:安装包封等措施。
井盖自重:加重原材料的重量。
预埋螺栓:地脚螺栓应竖直放置,浇筑混凝土前要拧紧螺丝帽,使之与混凝土针对生铁井圈下水井盖的结构加固。
壹拾贰:球墨铸铁井盖防盗方法:
1、原材料防盗:自身没有回收利用价值
2、机械防盗:机械防盗锁
3、自身防盗:铰链链接
4、设计防盗:电子锁隐形插销式
壹拾叁:球墨铸铁气孔产生原因:
产生原因:
1、铸铁井盖外壳烘烤不充分造成的,浇注钢水时,壳体内的许多气体不能顺利排出,进而侵入熔融金属形成气孔。
2、制壳工艺或壳模数据,壳体透气性太差,型腔内气体难以排出,进入熔融金属形成气孔。
3、钢水中的滞留空气在浇注过程中无法排出,造成铸铁井盖气孔。
壹拾肆:预防方法:
1.就球墨铸铁井盖而言,通风口应该设置在铸铁井盖建筑群中较高的位置。
2.设计浇注系统时,应充分考虑壳体的排气要求。
3.贝壳的烘烤温度和时间要合理,保温时间要充足。
4.脱蜡过程中应清除蜡料。
5.适当减小钢包水口与浇注杯之间的间隔,使浇注速度均匀,以保证钢水顺利充满型腔,同时尽可能少的空气被吸入钢水,使型腔内的气体和钢水能够顺利排出。
壹拾伍:球墨铸铁井盖刷漆处理:
1、按照设计图纸刷漆
2、按照设计款式刷漆
3、按照设计颜色刷漆
壹拾陆:球墨铸铁井盖防震方法:
1、安装橡胶条
2、井座包封严实
3、井盖与井座密切结合
壹拾柒:球墨铸铁井盖酸碱处理方法:
1、用1N缓慢流过树脂,用量约为强酸阳树脂体积的2-3倍。
2、用水冲洗,出水PH为5左右,用3倍球墨铸铁井盖体积5%的NaCl溶液流过。
3、用1N NaOH流过球墨铸铁井盖。
4、用水冲洗至出水PH为9左右。
5、酸流完后,用去离子水冲洗至出水PH值为6以上时,即可投入使用。
壹拾捌:球墨铸铁井盖生产设备:
1、剪板机,需要用剪板机将其进行剪切。
2、校平机,用于校平被铸铁材料的平整度。经过剪切后的材料肯定出现弯曲,包括加工时也造成弯曲,这些都需要校平。
3、打磨机。两种材料铸铁之前需去除氧化皮或油等杂质。
4、除油工具。可以是槽,放入碱水。雨水井盖一般的金属材料,特别是钢铁,表面都是有油的(金属加工时冷却液,末了用油保护等)。其它的有色金属材料可能没有油。此步可以省去
5、感应炉、烧结炉等。主要是指加温设备
6、轧机。非常重要的设备。
7、材料制作出来后,需要进行相关的检测。
8、需要检测粉末的成分、颗粒度(颗粒度分布)、颗粒形状
壹拾玖:球墨铸铁井盖下沉原因及处理方法:
原因:
1、实际承载大于自身承载
2、使用频率过高
3、井盖井座小于检查井井口
4、安装操作不正确
处理方法:
1、选择合适的承载
2、使用频率过高的区域采用承载吨位大的井盖或者经常替换
3、井盖井座直径大于检查井口直径
4、正确安装包封
贰拾:球墨铸铁井盖生锈原因:
井盖氧化
氯离子
固溶处理
贰拾壹:球墨铸铁抛光处理:
1、机械抛光:机械抛光的井盖不仅外观明亮美观,而且耐腐蚀性也大大提高。
2、化学抛光:
通过化学试剂化学蚀刻作用来去除磨损痕迹和平整度的方法。
加工设备投资少,扔掉复杂零件,速度快,效率高,耐腐蚀性好。
3、电化学抛光又称电解抛光:
电化学抛光镜面玻璃光泽度长,加工工艺稳定,环境污染小,成本低,耐腐蚀性强。
贰拾贰:球墨铸铁井盖质量检测内容:
摆动声音:会不会发声及震动摆动
表面:没有明显的铸造缺陷,铸造图案比力更清晰。
平整度:检查时间可以通过特殊轮胎检查接受。
误差:井盖井座直径高度,井盖与井座之间缝隙
涂层:防腐蚀漆的喷涂平整度
防腐蚀漆厚度
防腐蚀漆的喷涂后清洗度
贰拾叁:球墨铸铁井盖日常维护:
灰尘:
1、通过自来水或碱性水溶液去除。
2、具有粘合力的灰尘和污垢需要应通过加压水或蒸汽清除。
表面漂浮铜粉或嵌铁:
1、用普通合金钢刷清理、用砂、玻璃球或其他耐磨材料喷丸(以前用于普通碳钢、高合金钢或铸铁件)
划痕:1、用机械设备去除划痕等不光滑的表层。
贰拾肆:球墨铸铁井盖生锈处理:
1、飞轮除锈
2、化学除锈
3、防腐蚀漆除锈
贰拾伍:球墨铸铁井盖老化检测方法:
1、人工检验:人工检测是相对比较简单的方法,通过观察井盖的表面使用情况,来判断其光老化的程度,以及时进行更换;
2、沸水检测:井盖在高温状态下,光老化程度比较严重。由于长时间安装在户外环境下,受到阳光的暴晒,在其上面浇筑沸水就可以判断其老化程度;
3、干冷老化检测:可承受温度为40-60度,湿度为95%
4、人工气候检测:为了达到更好的实用性,模拟大气的实验室,在光、热、氧、湿、雨等前提条件下。
5、盐分检测:使用场地比较繁杂,在沿海地区也有所使用。在使用一段时间后,井盖的使用情况,必要时,定期进行更换处理。
6、大气老化检测:在不同环境下使用雨水篦子,会产生不同程度的光老化。为了更好的进行检测,定期进行取样检测,以测试篦子的耐用性以及光老化。
球墨铸铁井盖装卸:
1、人工打托盘
2、钢丝绳吊装
3、叉车或者人工上卸货的顶部边缘平齐。
贰拾陆:球墨铸铁井盖标志
每套检查井盖 上必须具有清楚而且残留性的下列标志:
1 检查井盖 符号标志;
2 直径规格;
3 所属承载等级标志(用A15、B125等标志);
4 用汉字标明制造厂名;
5 生产年份。
包装 经检验合格产品应填写合格证书,其内容包括:
1 证明书编号;
2 制造厂名称;
3 产品承载等级;
4 生产质量检验结果;
5 承载能力试验结果;
6 制造厂检验部门及检验人员签章;
7 符合本标准
贰拾柒:球墨铸铁井盖井座要求:
井座净开孔:
孔井座净开孔直径不小于600mm。
井座:
检查井盖的制造应当确保井座的适配性。检查井盖应通过如接触表面的加工、防噪音的橡胶垫圈或三点接触的设计以确保无噪音。
球墨铸铁井盖试压装置、试压方法及测量控制:
试验加载设备:
加载设备应当能提供试验荷载1.2倍以上的加载能力,并经过计量校核,其加载精度为≤+3%。
1—加载,2—刚性垫块,3—橡胶垫片,4—井盖,5—井座,6—台面
加载试验装置示意图:
1—观察孔,2—机架,3—井座,4—橡胶避震圈,5—井盖,6—橡胶垫片,7—刚性垫块,8—传感器,9—千斤顶,10—钢箍
检测装置附件v :
用于井盖检测的刚性垫块
橡胶垫片:
在刚性垫块与井盖之间放置一弹性橡胶垫片,垫片的单面尺寸应与刚性垫块相同,垫片的厚度为6-10mm
检测前准备 检测垫片应当放在被测的井盖上,竖轴垂直于其表面,并与其井盖的几何中心重合。
残留变形的检测:
试验荷载的检测:
形位公差控制:
1 一般性检查
所有产品都应当目测以检查无明显缺陷。
2 井座净开孔
净开孔的尺寸(无论圆形、方形)均以mm为单位测量。
3 嵌入深度
对A15到F900类型,嵌入深度以mm为单位测量。
4 总间隙
井盖与井座之间的间隙测量时应到0.5mm,后总缝宽相加得到总和。
5 井座
井座与井盖的配合应保持平稳。
6 表面情况
表面平整度将以0.5mm的精度计算,凸起的高度的测量到0.5mm,井盖的总凸起面积决定于图表的参考或眼睛的目测,或通过测量凸起类型的上表面面积,到1mm,凸起部分面积占总面积的百分比通过计算得出。
形位公差控制:
一般性检查
所有产品都应当目测以检查无明显缺陷。
井座净开孔:
净开孔的尺寸(无论圆形、方形)均以mm为单位测量。
嵌入深度:
对A15到F900类型,嵌入深度以mm为单位测量。
总间隙:
井盖与井座之间的间隙测量时应到0.5mm,后总缝宽相加得到总和。
井座:
井座与井盖的配合应保持平稳。
表面情况:
表面平整度将以0.5mm的精度计算,凸起的高度的测量到0.5mm,井盖的总凸起面积决定于图表的参考或眼睛的目测,或通过测量凸起类型的上表面面积,到1mm,凸起部分面积占总面积的百分比通过计算得出。
贰拾捌:球墨铸铁井盖产品检验分出厂检验和型式检验:
批量与抽样:
出厂检验:
型式检验 :
A生产满1年;
B新产品生产定型;
C产品设计、生产工艺、使用材料变更;
D出厂试验与上一次型式检验有较大差异;
E停产后恢复生产;
F国家质量监督机构提出进行型式检验;
G使用单位提出进行型式检验要求;
按要求,如果仅有2套及以下不符合要求,则该批产品可称为合格;否则该批产品为不合格。
20套检查井盖中,随机抽取3套进行承载能力试验,如有一套不符合要求,则再抽取3套重复本次试验,如再有一套不符合要求,则该批检查井盖不合格。
形式检验:
合格评定:
1 产品性能检测
2 厂家产品质量控制
3厂家产品质量控制
生产控制应包括本标准的主要规定项目,因此生产厂家应当:
1 管理文件
2 技术人员
3 有要求控制和检测的设备及设施
终生产厂家应建立和保留的档案包括:
1 控制性文件
2 不合格产品的控制,储存,处理,标记
3 客户抱怨的处理
4 校准、方法控制、检测设备
试验:所有称重、量测的试验设备应当根据规定进行标定和定期检查。
制造:所有用来进行制造的设备应当定期检查和维护以保证使用。检查和维护应当按规范执行和记录,同时记录保留期应当按照檔所规定进行。
原材料:
所有进来的原材料应有记录清单,同时应进行检查以确定其合格性。
设计过程:
在设计过程中,应当记录所有结果和采取的关键措施。记录应当详细并且准确证明所有阶段的设计过程。
产品检测和评价:
生产厂家应当建立程序以确保所有标出的特征性能能够得以保持。
不合格产品:
所有不合格产品应当从运送中分离并说明处理和管理措施。
如果不合格产品由生产厂家在工厂生产过程中检测出,生产厂家应当调查原因并且采取相适应的正确行动。





 13983013411
13983013411