





| 型号 |
150kw,200kw,250千瓦 |
类型 |
发电 |
| 加工定制 |
是 |
产品认证 |
ISO9001 |
| 重量 |
730 |
产地 |
潍坊 |
| 厂家 |
汇丰柴油机 |
|







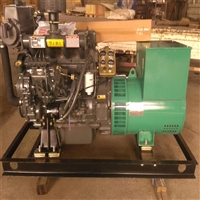
 150KW自动化控制发电机200KW发电机组250千瓦柴油发电机柴油机曲轴故障诊断与排除
150KW自动化控制发电机200KW发电机组250千瓦柴油发电机柴油机曲轴故障诊断与排除
不同心磨削法一般在曲轴一级磨削时对发动机影响不很明显,但在二、三级磨削时,由于磨削量和回转半径进一步加大,压缩比的进一步增加,对柴油机稳定性和曲轴的寿命影响就越来越严重。所以曲轴磨削必须采用同心法,使主轴径和连杆轴径在磨削后,保持原有的回转中心和回转半径,也应检查曲轴是否扭曲,使原来处于同一平面内的轴线仍处于同一平面内。同心法磨削是以曲轴动力输出端接盘外缘与另一端安装齿轮的轴径外圆为定位基准,先将曲轴装于磨床的顶针上,检查定位基准外圆的摆差(根据不同曲轴确定,一般小于5%)。如果超限应修正顶针孔,确保轴径原中心线的相对位置不变。在此情况下对连杆轴径磨削时进行如下调整步骤:根据原曲轴回转半径值在磨床上将曲轴推偏,使连杆轴径中心与磨床头中心重合,确保磨削后,回转半径不变。曲轴扭曲产生的误差,用中心高度规检查同一轴心线连杆轴径的高度,偏差不能超出设计值(根据具体机型一般在0.2mm之内),确保曲轴不因扭曲而使个别连杆轴颈磨削量过大。再次检验回转半径,用中心高度规检查主轴径高位置和底位置时的高度差(H-h),则调整原曲轴的回转半径r=(H-h)/2,并对照设计回转半径值,其偏差应小于0.1mm,若超差应调整曲轴高度,确保连杆轴径中心线与机床中心线重合,使各缸回转半径一样,这样其偏差都会在设计偏差范围内。在调整之前应检查机床的精度,以确保磨削质量。







 13563637216
13563637216