| 品牌 |
多米 |
型号 |
DNC-430D |
| 类型 |
立式钻床 |
用途 |
通用 |
| 控制形式 |
数控 |
精密程度 |
高精度 |
| 自动程度 |
自动 |
布局形式 |
立式 |
| 适用行业 |
通用 |
轴数量 |
双轴 |
| 作用对象材质 |
金属 |
最大钻孔深度 |
100mm |
| 工作台面宽度 |
250mm |
工作台面长度 |
600mm |
| 主电机功率 |
0.55kW |
主轴转速范围 |
0-24000rpm |
| 外形尺寸 |
850*900*1700mm |
重量 |
500kg |
| 是否库存 |
是 |
加工定制 |
是 |
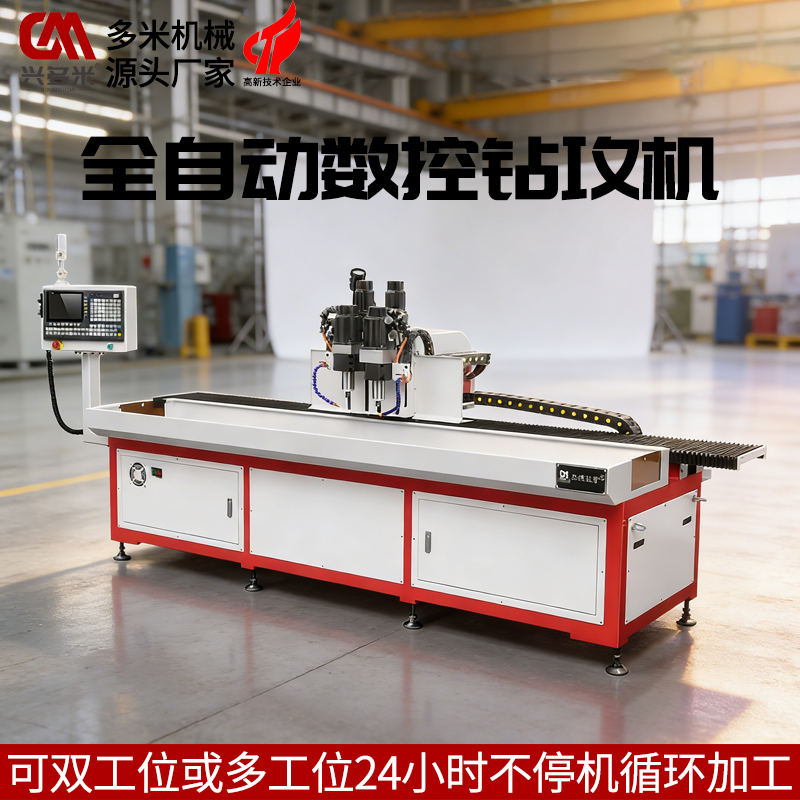
多年的老品牌,从产品品质上,严把质量关,每道生产环节都是检查严格,精益求精。所以,不论是从产品的质量、价格的合理及客服的品质上来判断,多米全自动打孔机值得您无条件的相信与选购。
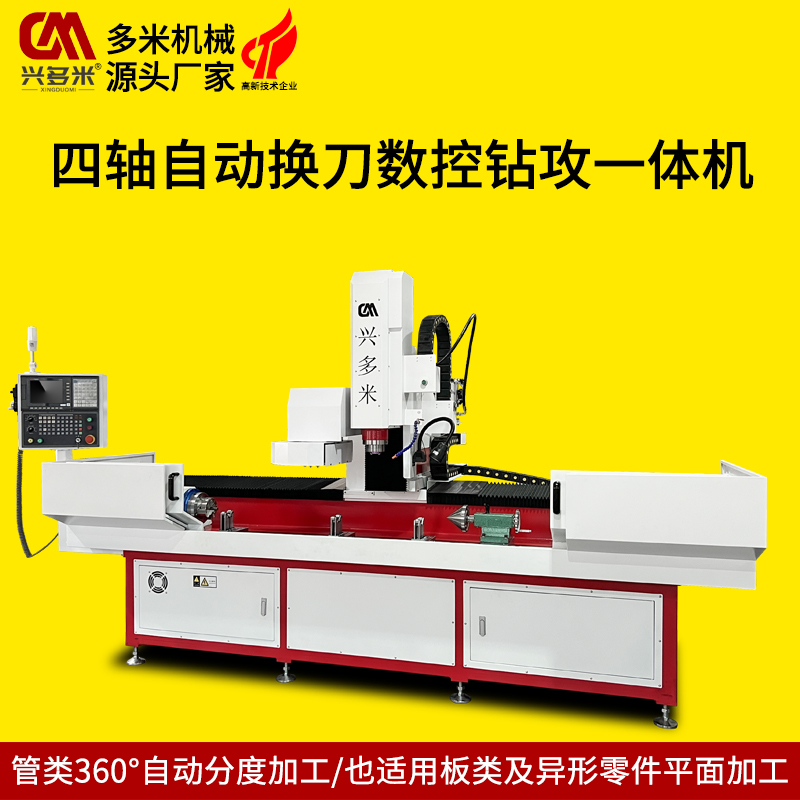
该全自动打孔机,是多米机械针对各种小工件钻孔加工而研发制造的一款小型立式钻床,该机床性能稳定,加工精度高,打孔效率快,并具有使用小钻头不易折断的优点,是一款较为经济实用的钻床。
数控机钻孔机维修的技巧
一、刀具的安装
经济型数控钻孔机的系统软件通常有刀具补偿功能。为了方便试切、确定刀具的相对位置,编出刀具的补偿程序后,仍要求回转刀架上所有的刀尖基本上在同一位置上,并略高于主轴中心。为了迅速夹好加工同一零件所需的刀具,可以按下面步骤进行。
(一)给控制系统输入这样一个程序——刀架纵向后退一个长度后,回转刀架转过一个工位再纵向进给所退的长度,回到原来的位置。
(二)在三爪卡盘上夹持一个。
(三)用点动或手动方法,使回转刀架处于一个可以装夹把刀具的位置,按要求装好刀具,使刀尖与的尖头重合,略高0.2~0.5mm。
(四)启动系统,使刀架按输入程序运行,再安装之后,下一把刀具,逐一进行就可把所有刀具装好。
二、零件的轴向定位
在批量加工零件时,程序及原点不必变更,但要求每次夹持的零件均在同一位置上。采用以下办法可以准确地做到这一点。
(一)在主轴锥孔内装入一锥塞,锥塞中心有一个可调的螺杆。
(二)每次装夹时把工件与螺杆紧贴。这样就可以保证同一种零件夹持在同一位置上。
(三)调整螺杆的长度,可以适应不同零件所需的位置。
三、巧编程序、避免失步
我们知道,步进电机起动时力矩较小,转速升高后才逐渐达到额定力矩。若我们编程时,使步进电机刚启动便进入(或很快)强力切削,那么可能出现电机力矩小于切削力矩而“失步”的情况,导致加工的零件不合格或报废。重复使用这样的程序,由于“失步”,原点的位置也会发生变化,使所加工的批量零件不合格或报废。所以,在编程时应考虑步进电机的启动特性,在步进电机达到额定转速后再使刀具进入切削状态。根据我们的经验,让刀架空载运行6mm以后再进入切削,没有发生过“失步”现象。
四、巧编程序、避免刀具磨损误差
我们知道,一把新磨好的刀具,刚开始加工零件时、刀具的磨损不规则且较快,在加工小批零件后,就进入平稳状态,所以用新刀具加工零件时,加工的零件应逐个检查。对于中小轴类零件大约需4~5件后即进入刀具平稳状态。这时,刀具的磨损与所加工的零件数量基本上成正比。只要巧编程序,加入刀具的补偿量,即可保证批量加工零件的质量。
在使用经济型数控钻孔机加工精度较高的零件时,即保证了质量,又提高了效率,降低了工人的劳动强度,取得了很好的经济效益。





 13713388784
13713388784