





联系人:张宇
邮箱:changchenght@163.com
电话:15930975007
地址: 河北邢台市清河县城北工业区15号
| 型号 |
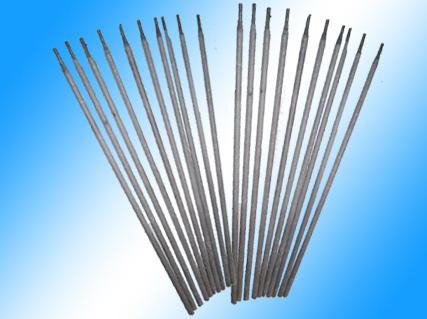
E2594双相不锈钢焊条 |
牌号 |
E2594双相不锈钢焊条 |
| 类型 |
铬不锈钢焊条 |
材质 |
不锈钢 |
| 药皮成分 |
不定型 |
酸碱性 |
碱性焊条 |
| 性能 |
超低氢焊条 |
加工定制 |
否 |
| 焊条直径 |
2.5-5.0 |
焊接电流 |
90-120 |
| 电流幅度 |
90-120 |
工作温度 |
常温 |
| 焊芯直径 |
2.5-5.0 |
适用范围 |
广泛 |
| 直径 |
2.5-5.0 |
长度 |
350 |
| 焊接电流幅度 |
90-120 |
|
焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。
焊条是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。根据标准“焊接用钢丝”(GB 1300-77)的规定分类的,用于焊接的钢丝可分为碳素结构钢、合金结构钢、不锈钢三类。
焊条介绍编辑
焊条(coveredelectrode),是在金属焊芯外将涂料(药皮)均匀、向心地压涂在焊芯上。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊条由焊芯及药皮两部分构成。其种类不同,焊芯也不同。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。焊接碳钢及低合金钢的焊芯, 一般都选用低碳钢作为焊芯,并添加锰、硅、铬、镍等成分(详见焊丝标准G1300一77)。采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉拔比较容易,另一方面可降低还原性气体CO含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。
按GB/T 983-1995《不锈钢焊条》标准规定,不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条两大类。(1)铬不锈钢焊条该类焊条主要由Crl3系列不锈钢焊条和Crl7系列不锈钢焊条组成。两大系列焊条的焊接特点分述如下:1)Cr13系列不锈钢焊条:如G202、G207、G217等焊条是马氏体组织的Cr13系列不锈钢焊条,用此系列的不锈钢焊条焊接马氏体不锈钢时,焊前应该将焊件预热300℃以上,而且焊后还要将焊件进行700℃的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区因淬硬倾向较大而产生裂纹。2)Cr17系列不锈钢焊条:如G302、G307等焊条是铁素体组织的Cr17系列不锈钢焊条,用此系列的不锈钢焊条焊接铁素体不锈钢时,焊前应该将焊件预热200℃,而且焊后还要将焊件进行800%的回火处理,只有采取上述工艺措施,才能避免焊缝及热影响区475℃脆化和因淬硬倾向较大而产生裂纹。(2)铬镍不锈钢焊条
该类焊条具有良好的耐蚀性和抗氧化性,但是,由于在焊接过程中受到重复加热,析出的碳化物会降低耐蚀性和力学性能,所以,选择铬镍不锈钢焊条时,应该考虑焊件的工作温度及介质种类等。
不锈钢焊条的牌号是指制造商对作为产品出厂的每种焊条标识的特定编号,用来区别不同焊条熔敷金属的化学成分、力学性能、药皮类型和焊接电流种类。我国生产不锈钢焊条的厂家很多,它们使用统一牌号,其表示方法为:1)焊条牌号前边的G表示铬不锈钢焊条;A表示奥氏体不锈钢焊条。2)G或A后面位数字,表示焊缝金属的主要化学成分。3)G或A后面的第二位数字,表示同一焊缝主要化学成分组成等级中的不同牌号,对同一药皮类型的焊条,可有10个牌号,按0、1、2、3、…、8、9顺序排列。4)G或A后面的第三位数字,表示药皮类型和焊接电源种类。不锈钢焊条牌号只应用2和7两个数字。“2”表示钛钙型焊条,交流或直流反极电源焊接;“7”表示低氢型焊条(又称碱性焊条),只限于直流或反极电源焊接。





 15930975007
15930975007