





联系人:张宇
邮箱:changchenght@163.com
电话:15930975007
地址: 河北邢台市清河县城北工业区15号
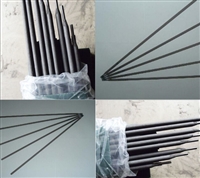
JHY-1C高耐磨堆焊焊条,适用于堆焊破碎机易磨损件,如锤盘、锤头、板锤、鄂板等,堆焊水泥立窑卸料装置如塔盘、塔尖等效果也很好。适应面广,如堆焊装载机铲斗刃口两层,实际应用证明使用寿命提高25倍。 适于堆焊的材料:中、低碳钢、合金结构钢、不锈钢、高锰钢、也可堆焊球墨铸铁、蠕墨铸铁。焊条具有极优异的焊接工艺性,飞溅少、成型美观、易脱渣、再引弧性极好,烟尘无害。再引弧时不要用力只需轻触即可引燃,冷却后自动脱渣。性能可与世界上任何焊条相媲美,其抗冲击磨粒磨损性能堪称世界而本焊条堆焊试样无任何裂损及明显塑性变形,磨损失重小于前者的10%。
堆焊及堆焊焊条简介 堆焊也常用于修旧利废。.堆焊时一般根据使用要求来选用不同合金和不同硬度等级的焊条。 常见问题及方法 堆焊焊条堆焊中常碰到的问题是开裂,防止开裂的主要方法是1、焊前预热,控制层间温度,焊后缓冷。2、焊后进行消除应力热处理。3、避免多层堆焊时开裂,采用低氢型堆焊焊条。4、必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条) 预热温度核算原理 堆焊焊条的焊接使用中开裂与工件及焊缝熔敷金属的含碳量、合金元素之间有直接关系,所以预热温度一般依据所用焊条的碳当量来估算。碳当量公式如下:Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni此估算公式适宜于低、中、高碳钢和低合金钢材料。
| 碳当量(%) | 预热温度 | 碳当量(%) | 预热温度 |
| ≤0.40 | 100℃以上 | ≤0.70 | 250℃以上 |
| ≤0.50 | 150℃以上 | ≤0.80 | 300℃以上 |
| ≤0.60 | 200℃以上 | ≤0.90 | 350℃以上 |
高锰钢及奥氏体不锈钢,可不预热。高合金钢预热温度大于400℃。





 15930975007
15930975007