




联系人:王林源
邮箱:1558781992@qq.com
电话:17750056039
地址: 中国 上海 宝山区上海市江杨南路2500弄30号智慧大夏3楼
| 品牌 |
马钢 |
型号 |
UPN380 |
| 生产方式 |
热轧 |
材质 |
S235JR/S275JR/S355J2/S355NL/S355JR/S355J0 |
| 厚度 |
100mm-500mm |
长度 |
11500mm-12000mm |
| 抗拉强度 |
500MPa~590MPa |
加工服务 |
粗加工 |
| 执行标准 |
欧标 |
质量等级 |
A级 |
| 加工定制 |
是 |
是否进口 |
否 |
| 断面收缩率ψ(%) |
96 |
伸长率δ5(%) |
40 |
| 屈服强度 |
460 |
用途 |
重钢机械/钢结构/金属制品/重工机械 |
| 重量 |
700 |
品名 |
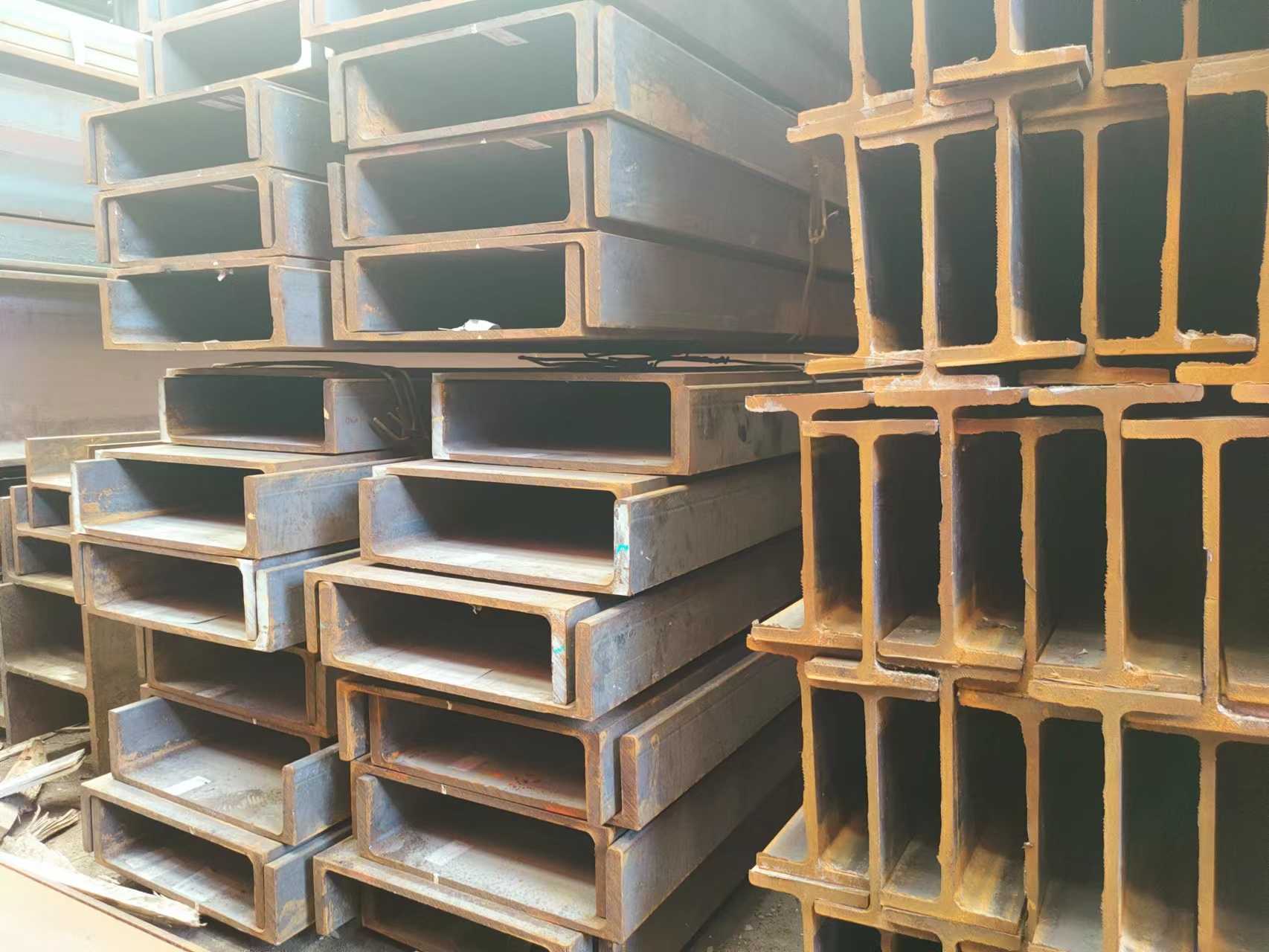
普通槽钢 |
| 用途范围 |
机械制造 |
仓库所在城市 |
乐从 |
| 仓库 |
高嘉库 |
配送服务 |
可配送到厂 |
| 货物销售类型 |
现货 |
货号 |
UPN380 |
| 仓库地址 |
山东临沂河东区206国道西 |
仓库电话 |
18149709212 |
| 产品表面描述 |
钢厂原包装 |
厂家 |
马钢 |
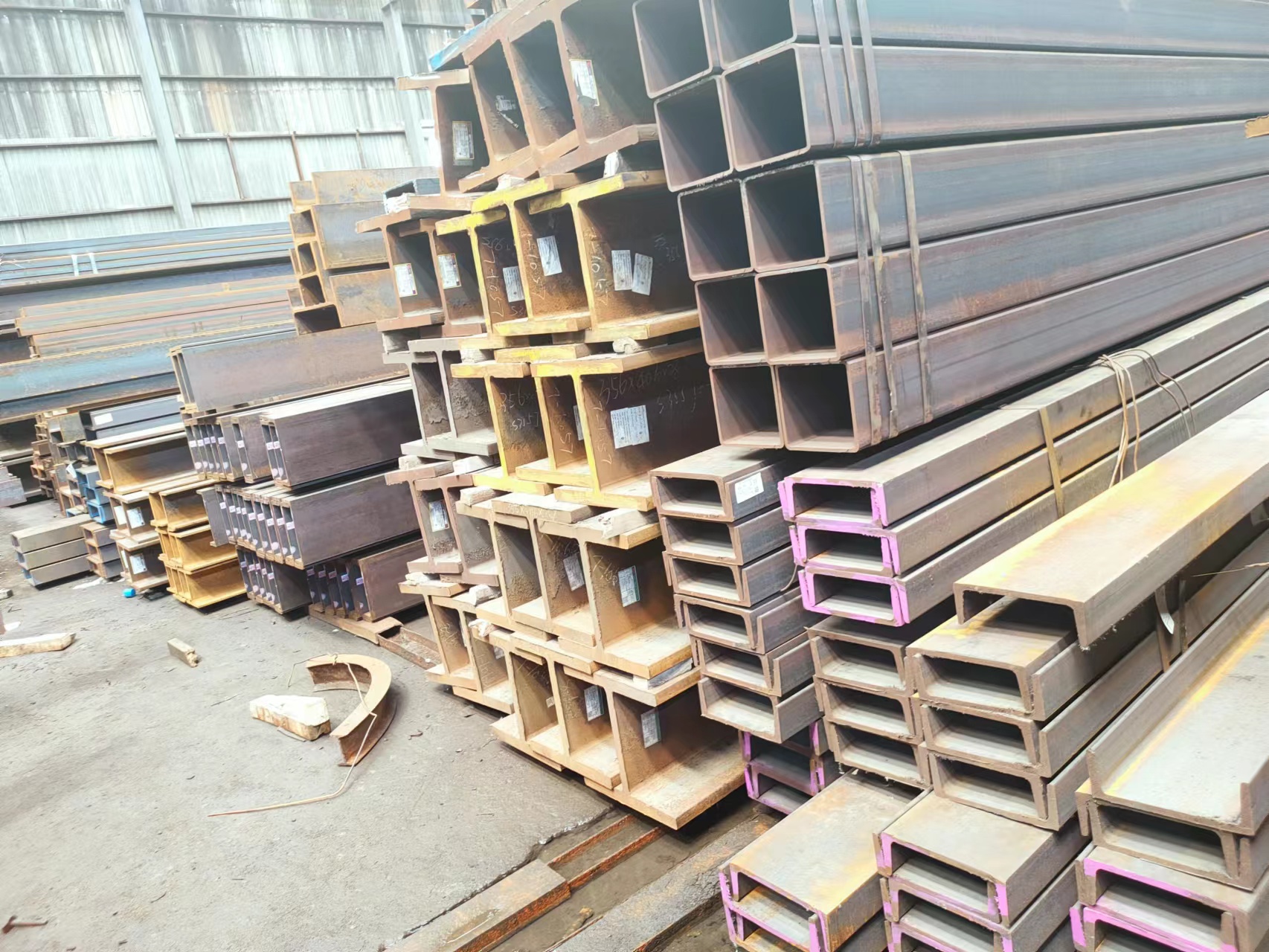
上海铸然供应链(集团)有限公司
外标型钢销售平台5S服务商
大型室内仓储常备库存3W多吨
日标槽钢:75*40-380*100 SS400/A36/Q235B
日标角钢:65*65-200*100 SS400/A36/Q235B
欧标槽钢:UPN50-UPN400 S235JR/S275JR/S355JR/J0/J2
欧标槽钢:UPE80-UPE400 S235JR/S275JR/S355JR/J0/J2
欧标H型钢:HEA100-HEA900 S235JR/S275JR/S355JR/J0/J2
欧标H型钢:HEB100-HEB1000 S235JR/S275JR/S355JR/J0/J2
欧标H型钢:HEM100-HEM1000 S235JR/S275JR/S355JR/J0/J2
英标H型钢UB127*76—UB1016*305 S355JR/S355J0/S450J0
英标H型钢UC152*152—UC356*406 S355JR/S355J0/S450J0
英标直腿槽钢PFC100—PFC380 S355JR/S355J0/S450J0
澳标直腿槽钢PFC100—PFC380 S355JR/S355J0/S450J0
欧标工字钢:IPE80—IPE750 S235JR/S275JR/S355JR/J0/J2
美标H型钢W4*13—W44*335 A36/A572GR50/A992
美标槽钢C3*4.1—C15*33.9 A36/A572GR50/A992
MC美标槽钢/S美标工字钢 A36/A572GR50/A992
美标角钢/美标不等边角钢—全系列 A36/A572GR50/A992
欧标角钢/英标角钢—全系列 S235JR/S275JR/S355JR/J0/J2
美标/欧标/英标/澳标/钢管/钢板/无缝钢管/方管 /盘螺/线材
上海1库提货地址:上海宝山区东太东路339号
山东临沂库提货地址:山东临沂河东区206国道西
山东莱芜库提货地址:莱芜区世盛库
安徽马鞍山提货地址:马钢马物仓库
广东佛山库提货地址:佛山钢铁世界
销售热线:王(同微)



槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。
槽钢的规格主要用高度(h )、腿宽(b )、腰厚度(d )等尺寸来表示,国产槽钢规格从5 -40 号,即相应的高度为5 -40cm 。
在相同的高度下,轻型槽钢比普通槽钢的腿窄、腰薄、重量轻。18 -40 号为大型槽钢,5 -16 号槽钢为中型槽钢。进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口定货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格号以外,槽钢没有特定的成分和性能系列。
槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5 -12m 、5 -19m 、6 -19m 三种。进口槽钢的长度选择范围一般为6 -15m 。
某钢厂中400mm机组是以生产中号角钢和槽钢为主的型材机组,年产量65万吨,其中槽钢产品规格为638~1208,产量约占总产量的25%。成品槽钢的分段作业采用1台400t冷剪机进行。槽钢剪切质量对后续工艺,特别是焊接质量影响较大,若剪切断口处存在塌肩、毛刺、撕裂、切斜等缺陷,则会使槽钢对接时存在较大缝隙,影响焊接质量,特别是强度指标,从而造成较大的安全隐患。
安钢垂400mm机组随生产节奏和产量的提高,上述剪切缺陷越来越突出,剪切质量内控达标率仅为94.2%。而且剪刃的使用寿命越来越短,平均每班更换一次,造成生产成本和职工劳动强度增加。针对这些问题,从工艺、技术和操作上进行了认真分析,并提出了相应改进措施,取得了较好效果。
工艺原因:该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。






 17750056039
17750056039