


联系人:李工
邮箱:tjzqhc@163.com
电话:13072226552
地址: 天津河北区庆安街
| 型号 |
GFC-103 |
牌号 |
GFC-103 |
| 类型 |
药芯焊丝 |
焊接方法类型 |
堆焊焊丝 |
| 加工定制 |
否 |
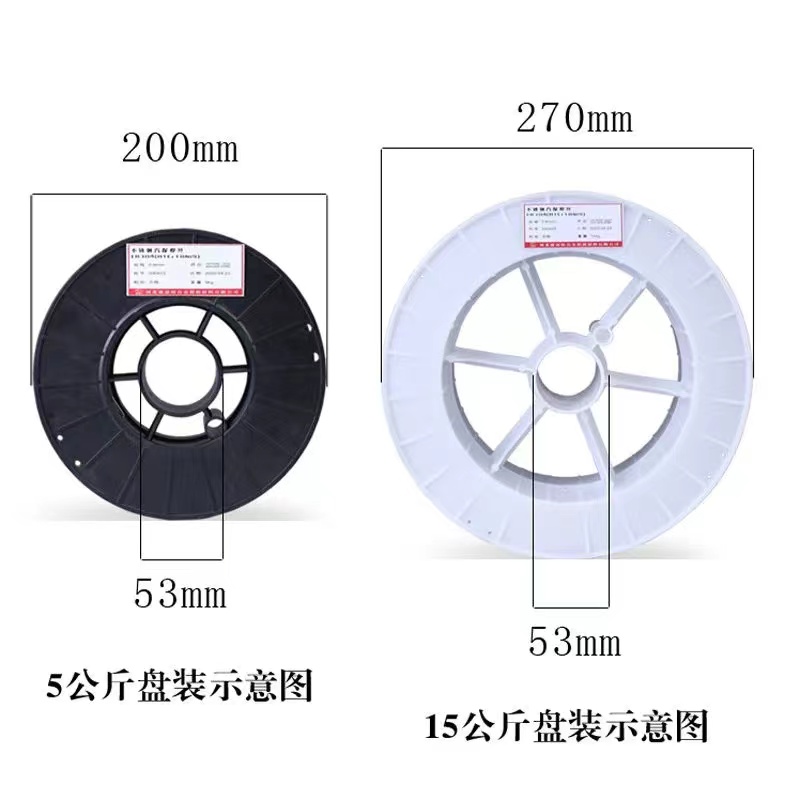
标准直径 |
1.2 1.6 |
| 熔点 |
1200 |
材质 |
合金 |
| 用途 |
GFC-103耐磨堆焊药芯焊丝HF-63T耐磨药芯焊丝 |
工作温度 |
300 |
| 产地 |
天津 |
是否含助焊剂 |
是 |
| 重量 |
15 |
厂家 |
铸桥 |
GFC-103耐磨堆焊药芯焊丝HF-63T耐磨药芯焊丝GFC 103和HF 63T都是耐磨堆焊药芯焊丝,主要用于修复和增强工件的耐磨性能。以下是它们的一些基本信息:
GFC 103耐磨堆焊药芯焊丝
应用:适用于高磨损工况下的工件修复和堆焊,如矿山机械、水泥设备、冶金设备等。
特点:具有良好的耐磨性、抗冲击性和抗裂性,适用于多种基材的堆焊。
焊接工艺:通常采用气体保护焊(如CO2或混合气体)进行焊接。
硬度:堆焊层硬度较高,通常在HRC50以上。
HF 63T耐磨药芯焊丝
应用:广泛用于高磨损环境下的工件修复和堆焊,如挖掘机斗齿、破碎机锤头、输送机叶片等。
特点:具有优异的耐磨性和抗冲击性,焊接工艺性能好,飞溅少,焊缝成形美观。
焊接工艺:通常采用气体保护焊(如CO2或混合气体)进行焊接。
硬度:堆焊层硬度较高,通常在HRC55以上。
选择建议
GFC 103:适用于一般耐磨工况,性价比高,适合多种基材的堆焊。
HF 63T:适用于高磨损、高冲击工况,耐磨性能更优异,适合对耐磨性要求较高的工件。
使用注意事项
1. 预处理:焊接前需对工件进行清洁,去除油污、锈迹等杂质。
2. 焊接参数:根据具体工况和焊丝规格,调整合适的焊接电流、电压和速度。
3. 气体保护:确保焊接过程中有足够的气体保护,避免焊缝氧化。
4. 后处理:焊接后可根据需要进行热处理或其他后处理工艺,以提高堆焊层的性能。
选择合适的焊丝和焊接工艺,可以有效提高工件的使用寿命和耐磨性能。





 13072226552
13072226552