





联系人:张丽
邮箱:2304363491@qq.com
电话:18198822024
地址: 广东东莞市广东省东莞市长安镇乌沙兴发中路西二街工业园
| 型号 |
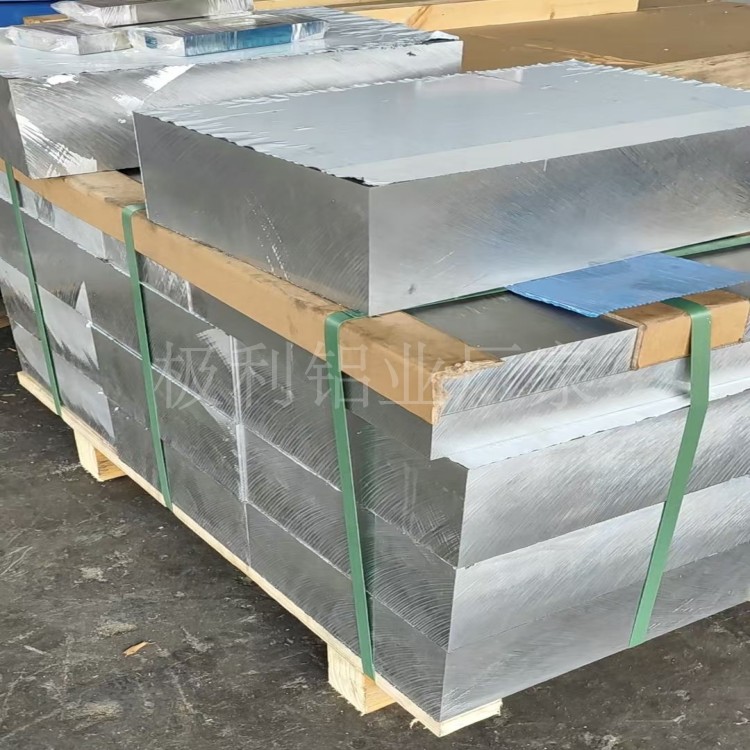
5083-H112铝板 |
类型 |
铝板材 |
| 加工工艺 |
轧制锭 |
产地 |
国标 |
| 铝含量 |
余量 |
杂质含量 |
0.01 |
| 规格 |
2-200厚 铝板 |
重量 |
2000 |
| 厂家 |
西南/南南/国鑫 |
|
5083铝板的核心性能优势
耐蚀性:优良的抗腐蚀性能使其能抵御盐水、湿气等恶劣环境侵蚀,广泛用于海事及化工设备。

焊接性:电弧焊性能良好,焊接后强度稳定,适合船舶、飞机等大型结构的焊接加工。
机械性能:中等强度(抗拉强度可达100-280N/mm2),抗疲劳性能优异,冷加工性较好,可通过半冷作硬化保持塑性。
轻量化:密度低,在减轻结构自重的同时保证强度,适用于航空航天、交通运输等对减重要求高的领域。

5083超平板典型应用领域

船舶与海事:船体结构、舰艇部件、海洋设备。

交通运输:车辆结构件、地铁轻轨焊接件、冷藏集装箱。
工业与建筑:压力容器、制冷装置、建筑用板材。
电子产品:笔记本电脑、电视机等外壳及结构件(需高精度加工)

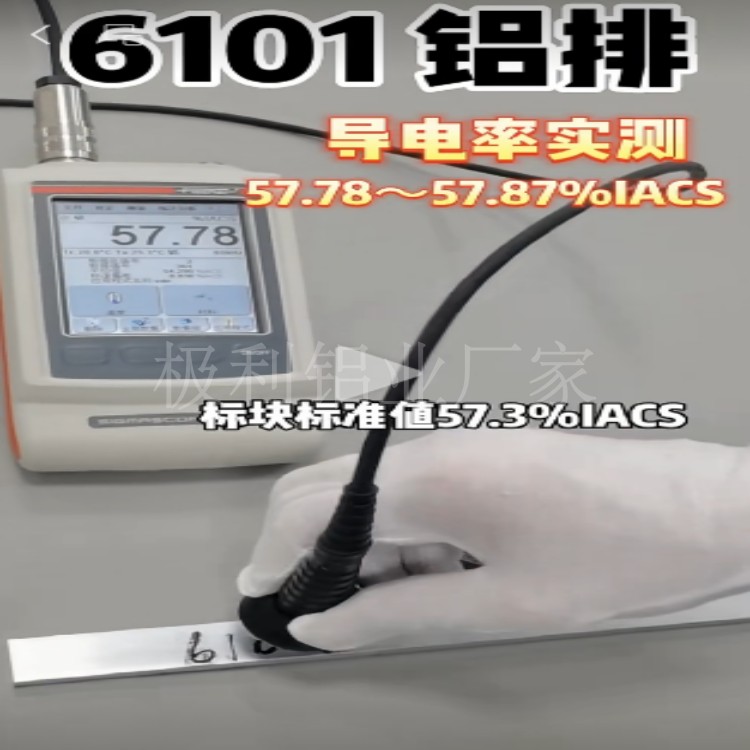
6101铝合金特性
牌号状态:6101 T63(经过固溶处理 人工时效,强度较高)
特点:良好的导电性、耐腐蚀性,中等强度,常用于电气部件、结构件。

折弯性:T63状态较硬,折弯时需注意回弹,建议退火处理(O状态)后再折弯以降低开裂风险。

焊接性:可焊性一般,推荐使用4043或5356焊丝,需控制热输入以避免热影响区软化。
加工注意事项
1. 折弯工艺:
模具间隙:建议为板厚的1.0~1.2倍(如2mm板厚,间隙2.2mm)。
最小弯曲半径:与板厚相关,通常为板厚的1~1.5倍(T63状态需更大半径)。
退火建议:若折弯角度尖锐(如90°),可要求厂家提供O状态板材,折弯后再时效处理恢复强度。
2. 焊接工艺:
方法:TIG焊(控制)或MIG焊(效率高)。
保护气体:纯氩气(99.99%)。
预热:100~150℃(减少应力,厚度>6mm时必需)。
焊后处理:去氧化层(钢丝刷清理),必要时重新时效(如T6处理)。

 18198822024
18198822024