





联系人:甘杰连
邮箱:2856003527@qq.com
电话:13929915313
地址: 广东佛山市顺德区陈村镇白陈路石洲工业区10号
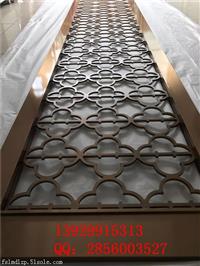
厂家实图拍照盗图必究 激光围边不锈钢屏风 造型不锈钢工艺焊接屏风十年生产厂家
激光围边不锈钢屏风是先将屏风表面外形先激光出来,然后再采用不锈钢条围侧面,然后再烧焊,然后再抛光打磨,加工成具有一定厚度的屏风,这种屏风立体感强,线条可以做圆弧,装饰效果也很有创意,常用在各种商场、博物馆、广场等场所用来装饰。那怎么样制作这种屏风?
围边屏风最主要的就是靠烧焊和抛光打磨,如何烧焊做出来工艺好,质量好,外观美观?这就是这篇我想要和大家分享的。
首先,材料不能低于1.2毫米厚。正面激光成形面材料不能低于1.2毫米厚,通常选1.2,1.5,2.0毫米厚,屏风越大,材料厚度就要越厚,这样做出来才受力,不会变形。低于1.2毫米厚的材料不能拉焊焊接,抛光打磨表面容易变形,变形后补焊容易烧穿表面。
其次,点焊低替拉焊。激光围边的屏风,围边条侧面烧焊通常采用点焊焊接,切忌切忌不能求快,用拉焊,特别是镜面屏风,一拉焊,百分之分表面会变形,形成波浪纹,影响外观。正确的做法是,围边条烧焊烧在侧面,这样打磨就只磨侧面,不会影响正面的美观度,焊侧面时,先点焊定位,然后再加焊,焊点以5毫米左右的间距适宜。烧焊时要注意保护好正面,焊点不能太大,崩角不能太大,焊接完后,只需稍候修一下角,正面基本上看不出变形和焊接的痕迹。
再次,打磨抛光至关重要。烧好焊后,打磨时要注意尽量不伤正面,而且打磨范围要小,不能整个面都一起打磨,这样增强后续抛光拉丝的工作。正确的做法是:先采用80号砂轮磨焊点,然后采用320轮砂轮亮表面,然后再过麻轮,将表面磨成粗光面,然后再过布轮,将表面抛光成镜面。





 13929915313
13929915313