





联系人:杨先生
邮箱:286096087@qq.com
电话:13685125598
地址: 江苏徐州市泉山区徐州市泉山区三环西路果园工业园
| 型号 |
4.2 |
类型 |
锥齿轮 |
| 齿线形状 |
斜齿 |
材质 |
铸钢 |
| 齿面硬度 |
硬齿面 |
轮齿位置 |
外齿轮 |
| 适用范围 |
工业 |
是否进口 |
否 |
| 样品或现货 |
现货 |
加工定制 |
否 |
| 模数 |
10(mm) |
齿数 |
126 |
| 齿高 |
22.5(mm) |
齿宽 |
100(mm) |
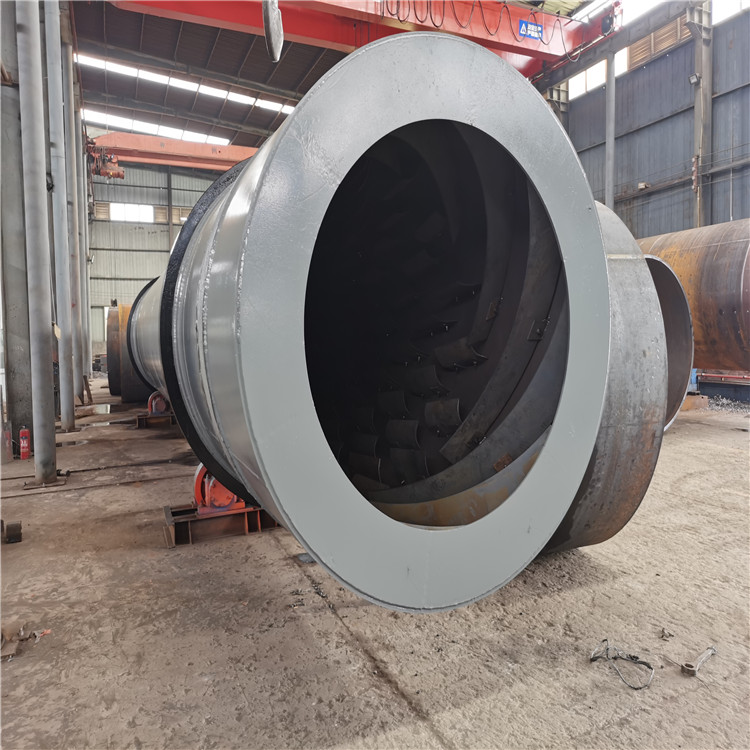
大齿轮一般安装在窑中或靠近窑尾。这是为了减小筒体的扭矩,减小筒体对传动装置的热作用,以及减小两端粉尘的浸袭。大齿轮距轮带的合适距离约3米,因靠近轮带筒体不易弯曲,容易保证大小齿轮的正确啮合,距离过小则不便于安装和检修。
烘干机大齿轮(大齿圈)技术要求:
1、铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,
2、烘干机大齿轮图纸中未铸造园角尺寸R=5-10mm
3、铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%;
4、大齿轮齿面和凸台不允许补铸,但允许有小于5毫米,深3毫米的个别缺陷;
5、烘干机大齿轮.铸件加工前要进行热处理以消除内应力,热处理后硬度HB=;
6、首先加工烘干机齿圈的接合面,之后把两半齿圈组成一体。
7、烘干机大齿轮连成整体后再进行齿形及其它部分的加工;
8、两半烘干机齿圈接合面必须在齿各的中点,拼合齿圈对接处节距允差正负0.11mm;
9、加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;
10、烘干机大齿轮加工时,在齿侧面刻出分度圆线;
11、在车烘干机大齿圈顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;
12、待安装校正后与弹簧板配制,并做出相应标记。

大型齿轮在设计上严格遵循工业机件的设计原则,追求精益求精的品质要求,并且选用了目前国际上较为的德国新发展的格林根堡摆线-准渐开线螺旋锥齿齿制。这种大型齿轮的齿长曲线为长幅外摆线曲线的一部分,采用硬齿面刮削工艺,可以增强大型齿轮的承载力量和精度,让大型齿轮不仅具备较高的耐磨性,还能够承受一定的冲击载荷。大型齿轮除了表面能够具有耐磨性之外,它的心部必须具有高韧性,选用的材质需要精挑细选。

烘干机大齿轮安装步骤:
1、把现场障碍物清除;
2、分解大齿轮做标记吊装筒体上加固并转动筒体180度吊装另外一半紧固用塞尺15丝试塞,然后固定在筒体上。调整等分周边间隙安装弹簧钢板;
3、套进轮带校正后加焊挡块,挡块于轮带间隙3/5mm;
4、调整大小齿轮的齿合间隙和侧隙。

大型齿轮是经常需要在高温或者腐蚀性环境中作业的,虽然大型齿轮的耐磨性和硬度居于首位,但是也需要具有较高的抗氧化性和抗腐蚀性能力。
徐州市晨阳建材机械有限公司秉承“科技、环保、诚信、共赢”的经营理念,真诚欢迎国内外的企业朋友莅临我司考察,共谋发展。

 13685125598
13685125598