


无氰碱铜光亮剂产品简介 无氰碱铜光亮剂是一种环保型电镀添加剂,专为替代传统含氰化物碱铜工艺设计,适用于钢铁、锌合金、铝合金等基材的电镀前处理或装饰性镀层。其核心优势在于零氰化物配方,通过有机络合剂(如柠檬酸盐、胺类化合物)稳定铜离子,实现镀层的高光亮、高结合力与耐腐蚀性,符合RoHS、REACH等国际环保标准。

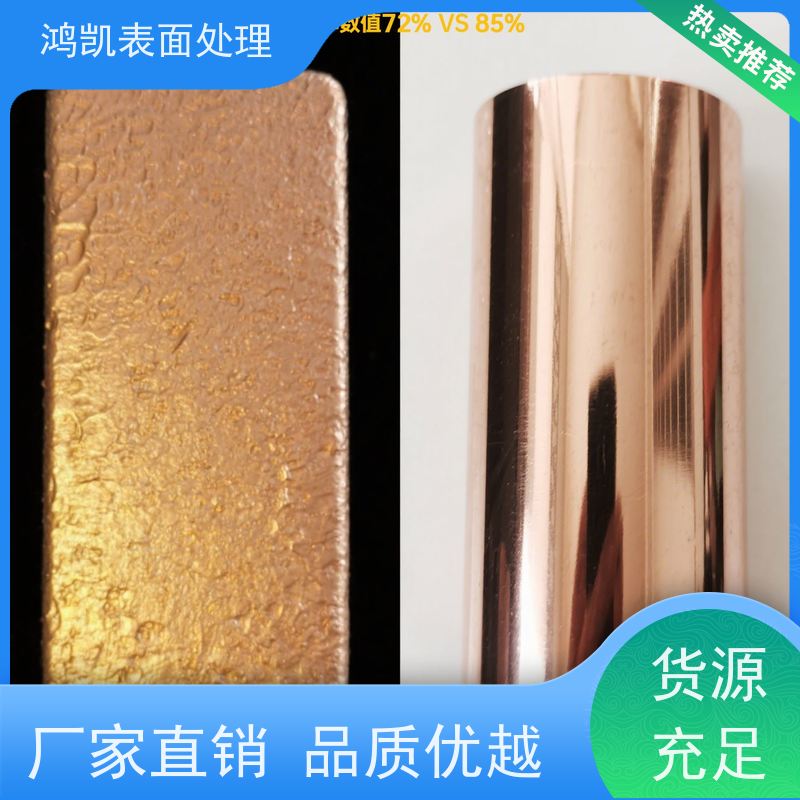
无氰碱铜光亮剂的产品特性: 环保安全:不含剧毒氰化物,废水处理成本降低50%以上; 镀层性能:镜面级光亮度(反射率≥90%),孔隙率≤5个/cm2,盐雾测试≥72小时; 工艺适配:宽温域(20-45℃)和宽电流密度(1-10 A/dm2)操作,适用于汽车配件、电子接插件等精密件; 经济性:消耗量80-120mL/kAh,支持镀液循环利用,综合成本比传统工艺低15%-20%。 典型应用:PCB通孔镀铜、卫浴五金装饰镀层、新能源电池集流体等。当前技术已实现纳米添加剂集成,进一步优化镀层致密性,成为绿色制造升级的关键材料之一。

无氰碱铜光亮剂的应用范围: 无氰碱铜光亮剂凭借其环保、高性能的特点,广泛应用于以下领域: 电子电镀 PCB电路板:用于通孔镀铜和表面导电层,确保高导电性(电阻率≤0.02Ω·cm)及可焊性,符合RoHS指令。 电子接插件:镀层厚度5-15μm,耐插拔≥5000次,满足5G设备高频信号传输需求。 汽车工业 防腐镀层:钢铁件(如刹车盘、紧固件)无氰预镀铜,替代氰化工艺,盐雾测试≥96h,成本降低20%。 轻量化部件:铝合金/镁合金基材打底,解决结合力问题(通过ISO 2819弯曲试验)。 装饰性镀层 卫浴五金:水龙头、门把手等镜面镀铜(光亮度≥90%),支持红铜、古铜等定制色调。 时尚配件:眼镜架、首饰基材镀层,无镍渗出风险,通过皮肤过敏测试(EN 1811)。 新能源与航空航天 锂电池集流体:铜箔表面处理,延展性≥18%,避免电解液污染。 钛合金部件:导电层打底,耐-40℃~150℃极端温度循环,符合AS9100航空标准。

无氰碱铜光亮剂工艺技术介绍: 无氰碱铜光亮剂工艺是当前环保电镀的核心技术之一,通过有机络合剂替代传统氰化物,实现铜镀层的绿色高效沉积。其技术要点如下: 配方体系 采用羟基羧酸盐(如柠檬酸钠)、多胺类化合物作为主络合剂,配合硫代硫酸盐等光亮剂,形成稳定镀液(pH 9-12),铜离子浓度15-25g/L,工作温度20-45℃。 工艺特点 环保性:完全无氰,废水COD<500mg/L,处理成本降低50% 高性能:镀层光亮度≥90%,结合力通过ISO 2819测试 宽工艺窗口:电流密度1-10A/dm2,适用于复杂件电镀 关键技术突破 纳米晶粒调控技术(镀层晶粒尺寸≤50nm) 自动补加系统(消耗量80-120mL/kAh) 杂质容忍度提升(Zn2+≤50ppm,Pb2+≤20ppm) 典型流程 前处理→无氰碱铜镀(5-30μm)→后续镀镍/铬→封闭处理 该工艺已通过IATF 16949汽车行业认证,在PCB、汽车零部件等领域实现规模化应用,综合成本较传统工艺降低15-20%。

无氰碱铜光亮剂应用注意事项: 镀液维护 严格控制铜离子浓度(15-25g/L)及pH值(9-12),每周检测并补加; 定期活性炭过滤(5μm)去除有机杂质,避免镀层发雾。 前处理要求 钢铁件需预镀镍或冲击镀(0.5-1μm),铝合金需浸锌处理; 确保基材无油污、氧化层,水膜连续测试合格。 工艺参数 温度20-45℃,电流密度1-10A/dm2,超范围易导致烧焦或漏镀; 赫尔槽测试每班次1次,监控光亮剂比例。 安全与环保 虽无氰化物,仍需佩戴防护装备(pH>11具腐蚀性); 废液需中和至pH 6-9后处理,避免重金属直排。 异常处理 镀层发脆:检查络合剂比例及杂质含量; 光亮度不足:补充光亮剂B剂,避免过度稀释。


 13902958178
13902958178