
联系人:陈群
邮箱:
电话:18012715058
地址: 中国 广东 东莞市太仓市浮桥镇新港中路2号6
| 品牌 |
瑞士EMS |
牌号 |
1SVX-50HBK |
| 类型 |
正牌料 |
加工级别 |
注射级 |
| 特性级别 |
耐低温,耐候 |
用途级别 |
汽车部件,电子电器部件,家电部件 |
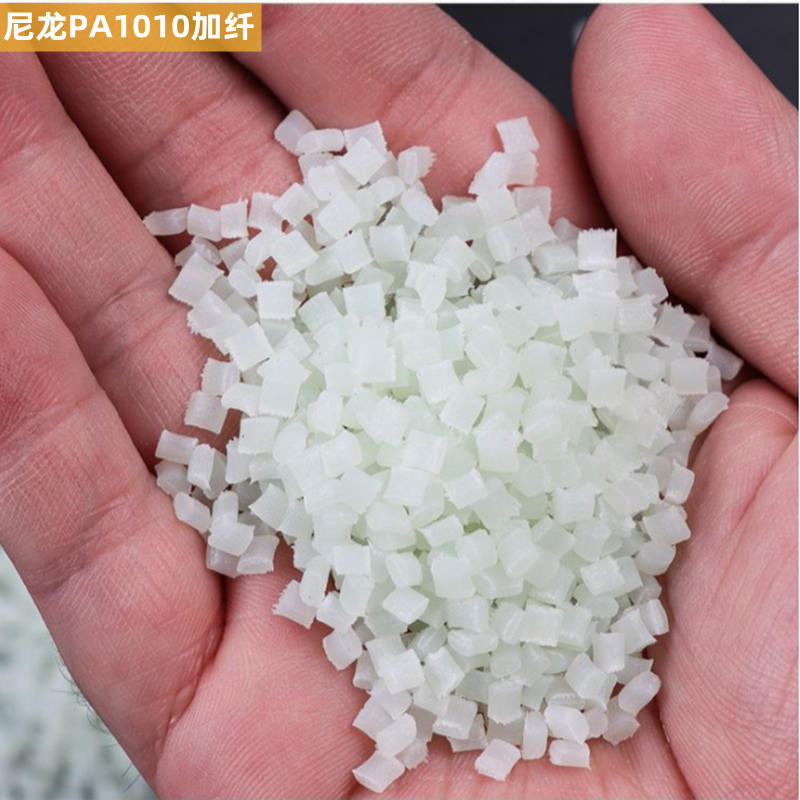
聚癸二酰癸二胺又名聚酰胺1010,俗称尼龙1010,简称PA1010,工程塑料聚酰胺1010是一种半透明白色或微黄色坚韧固体,具有工程塑料聚酰胺的一般共性,对霉菌的作用非常稳定,对光作用很稳定。自润滑性和耐磨性极好、耐油性好,脆性转化温度低(约在-60℃),机械强度较高,广泛用于机械零件和化工、电气零件。工程塑料聚酰胺1010具有优越的延展性,同时具有优良的常温和低温冲击性能。工程塑料聚酰胺1010在高于100℃下,长期与氧接触逐渐变黄,机械强度下降,特别是在熔融状态下极易热氧化降解。
成型工艺
PA1010塑胶原料熔程较窄,一般为3~4℃。熔融流动性较好。适合注射成型、挤出成型和吹塑成型。主要成型工艺如下。
干燥
鼓风干燥温度90℃±5℃ 干燥时间约4~5h、真空干燥温度85℃±5℃,一般选择真空干燥工艺,避免热氧化变色
注塑工艺
料筒温度: 后部190~210℃
中部200~220℃
前部210~230℃
喷嘴200~210℃
模具温度20~40℃
注射压力60~80MPa
注射周期30~50S,
(3)挤出成型工艺
螺杆挤出温度:250℃,260℃,270℃,280℃
模头温度:200~210℃
原料性能
PA1010(尼龙1010)塑料是半透明、轻而硬、表面光亮的结晶形白色或微黄色颗粒,相对密度和吸水性比尼龙6和尼龙66低,机械强度高,冲击韧性、耐磨性和自润滑性好,耐寒性比尼龙6好,熔体流动性好,易于成型加工,但熔体温度范围较窄,高于100℃时长期与氧接触会逐渐呈现黄褐色,且机械强度下降,熔融时与氧接触极易引起热氧化降解。PA1010(尼龙1010)塑料还具有较好的电气绝缘性和化学稳定性,无毒。不溶于大部分非极性溶剂,如烃、脂类、低级醇等,但溶解于强极性溶剂,如苯酚、浓硫酸、、水合三氯乙醛等,耐霉菌、细菌和虫蛀。
物性表
电气/电子应用领域 航空航天应用 汽车领域的应用: 医疗/护理领域的应用 物理性能额定值 单位制 密度1.03 到 1.05g/cm3 粘数-- 2 90.0 到 120 cm3/g -- 3 120 到 150
|
 18012715058
18012715058