





| 品牌 | OX | 型号 | FB-JC |
| 加工定制 | 是 | 工作压力 | 5 |
| 电源电压 | 380V | 重量 | 133 |
| 外形尺寸 | 1112 | 产地 | 山东 |
山东地区气瓶检验 工业气瓶/LNG低温气瓶/杜瓦罐/槽车收费标准2020全新液化气钢瓶检测线
2020全新液化气钢瓶检测线设备
PD3)钢瓶综合检测线设备
设备简介
因国家战略设计和人类环保概念催生的新国标,在2018年大环境下,对影响生态或危害人类健康的不利因素将面临严肃处理或承担相应刑事责任。环保问题引起了空前的高度重视,因此特种行业迎来机遇和挑战。
钢瓶检测线是我公司根据国内外使用要求,结合我国的实际情况开发研制而成的整套气瓶检测线。
相似产品
液化气钢瓶检测线,钢瓶检测线,无缝钢瓶检测线,
瓶检验站设备,液化气瓶检测设备,家用煤气瓶检测设备,工业液化钢瓶检测设备。
在用气瓶数量要求:
| 气瓶种类
|
无缝气瓶 (PD1)
|
焊接气瓶 (PD2)
|
钢瓶(PD3)
|
溶解乙炔气瓶(PD4)
|
特种气瓶(PD5)
|
|
数量(只)
|
10000
|
50(30
|
80000
|
8000
|
4000
|
咨询热线手机/微信:/
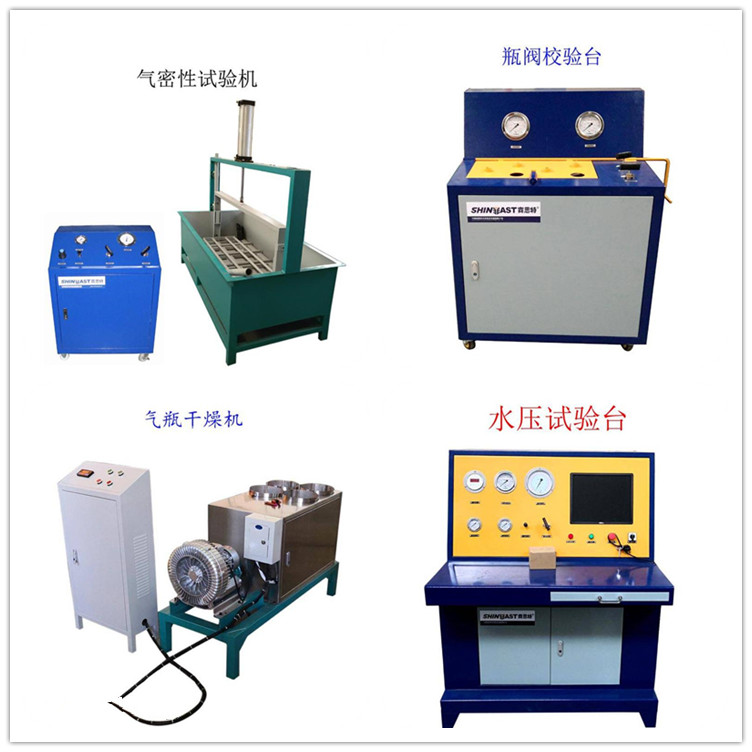
液化气钢瓶检测线主要设备;
1、残液回收装置
2、液化气钢瓶装卸机
3、液化气钢瓶瓶阀试验台
4、钢瓶焚烧炉
5、抛丸除锈机
6、静电喷涂设备
7、液化气钢瓶烘箱
8、液化气钢瓶水压测试机
9、钢瓶检验标记冲孔机
10、液化气钢瓶气密性测试机
11、钢瓶印字机
12、判废钢瓶压扁机
满足标准
检测设备参照依据:
参照国家相关标准
GB/T3864—1996 工业氮
GB5842—1996 钢瓶
GB7144—1986 气瓶颜色标记
GB7512—1998 瓶阀
GB/T8336—1998 气瓶专用螺纹量规
GB10878—1999 气瓶锥螺纹丝锥
GB/T12137—1989 气瓶气密性试验方法
GBl5380—1994 小容积钢瓶
GB/T9251—1997 气瓶水压试验方法
JB4730—1994 压力容器无损检测
原劳动部1989年颁布《气瓶安全监察规程》
适用范围
本检测线适用于YSP-0.5型、YSP-2.0型、YSP-5.0型、YSP—10型和YSP-15型钢瓶,
1.2L、4.7L、12L
23.5L、35.5L、118L可重复充装的民用钢瓶。
性能特点
1、设计年检验能力80000只。
2、适合不同规格气瓶的综合在线检验,满足钢瓶检验要求以及国家相关法规、标准。
3、检测线具有一定的自动化操作能力,实现流水作业,、大大的提高检测效率,保证检测质量。
操作规程


主要设备操作规程
1、待检钢瓶抽残操作规程
1、检查充装枪、阀门、管道是否完好、可靠,有无泄漏。
2、检查残液罐、压缩机是否正常,压力表是否在有效期且准确。
3、检查压差,当压差大于0.2MPa时开始倒残液。
4、检查气相阀、残液相阀是否在正确位置。
5、倒残液时按正压法操作并按下列顺序进行:关闭残液阀→开启瓶阀→开启枪阀,当听不到流速声时:关闭气阀→开启残液阀,当残液倒空时:关闭枪阀→关闭瓶阀→关闭残液回收阀。
残液一次不能完全回收完的,按上述顺序反复操作,直至倒空为止。
6、倒残完毕应关闭所有阀门。
7、做好日常保养,保持作业场地的清洁工作。
8、熟悉操作、会保养维修、会排出故障
9、发生事故立即按钢瓶着火预案程序处理。
2、钢瓶瓶阀装卸瓶阀机操作规程
1、正确穿戴劳保用品,检查齿轮箱内机油油面是否满足使用规定要求,检查电源、按钮开关是否正常。
2、检查待卸钢瓶瓶体内有无残液及残气,确认无安全隐患。
3、将钢瓶摆放至夹紧装置内,并操作气动开关将钢瓶夹紧。
4、正确摆放瓶阀装卸机瓶阀卡钳,并选择正确旋转方向开始拆卸角阀。
5、将卸完角阀的钢瓶整齐摆放,且收集整理好相关角阀,待转入下工序。
6、工作结束,关闭相关电、气阀门,清洁工作场地并做好相关记录。
3、超声波测厚仪操作规程。
1、检查电池容量,检查电池极性是否正确,按实测壁厚需要选择探头,检查测厚仪是否准确、灵敏、可靠。
2、用试块反复校正声速和起点,校正时按仪器操作说明书进行。
3、清理被测面,测量时探头与被测面耦合良好,正确记录相关测量数据。
4、严格按照国家标准《钢瓶定期检验与评定》(GB8334--1999)和本站《质保手册》的规定逐只对受检钢瓶进行壁厚测定。
5、使用完毕时擦试干净仪器。
6、严禁敲击、碰撞探头。
7、检测要认真,结论要正确,并认真做好测厚记录。
4、钢瓶水压试验操作规程
1、正确穿戴劳保用品。
2、将被测试的钢瓶摆放至待测试点,并把相关测试装置放入钢瓶内,缓慢将气缸压紧至钢瓶阀座上,操作水泵给钢瓶注水至满。
3、操作试压泵给钢瓶加压,当加压到2.1MPa时检查有无泄漏。
4、继续加压至3.2Mpa并保压一分钟,观查压力表变化严密注视瓶体有无泄漏和变形。如出现瓶体有泄漏和变形情况,做好相关记录,对该钢瓶判废。
6、禁止同一只钢瓶反复试压。
7、操作时注意安全防护,工作结束清洁工作场地并做好设备运转记录。
5、焚烧炉操作规程
(一)准备工作
1、正确穿戴劳保用品,检查焚烧炉内是否有杂物、燃烧器是否正常、管道压力、开关等是否正常。
2、用便携式燃气泄漏报警仪器检测周边范围内可燃气体浓度低于0.4%。
3、检查待烧瓶残气浓度是否达到焚烧安全要求。
(二)开炉操作
1、顺序开启焚烧炉燃烧器及输送链条,将待检测钢瓶顺序摆放稳固在焚烧炉链条叉子上,进行焚烧。
2、在焚烧过程中注意观察焚烧炉燃烧器温度,并根据温度上升情况调节输送链条的速度(上瓶速度),保证合理工作效率,焚烧炉温度控制在600摄氏度,不能超过700摄氏度。
3、在整个工作过程中,注意安全防护,严防高温及烫伤。
4、工作中密切注意燃烧器及输送链条运行情况,发现异常立即关闭燃烧器及电机。
(三)停炉操作
1、工作结束后先关闭供气管道阀门(关闭气源),使管道内无燃气存在后再关闭燃烧器,并关闭链条电机,炉内温度下降在一定程度后关闭风机。
2、关闭相关电源
3、工作结束清洁工作场地并做好设备运转记录。
6、抛丸除锈机操作规程
1、戴好防护眼镜和正确穿戴劳保用品,做好开机前的一切。
2、经过焚烧后的钢瓶用钢瓶堵头旋紧阀座。
3、将待检测钢瓶顺序放入机体内,检查设备是否正常,按工作程序为:先启动电源——启动风机——启动传动辊道(装置)——再启动抛丸器。
4、 机顺序为:先停抛丸器——关闭传送辊道装置)——再关闭风机——关闭电源。
5、 除锈时应做好钢瓶铭牌保护、正确安装钢瓶堵头。
6、 发现设备故障或其他事故应立即停止作业,立即上报站领导组织处理。
7、工作结束清洁工作场地回收钢丸并做好设备运转记录。
7、静电喷涂机、固化烘箱操作规程
1、正确穿戴劳保用品,按程序正确做好开机前的准备工作。
2、检查各类设备仪器仪表是否正常,接地是否良好。
2、操作人员戴好面罩,不戴手套和穿绝缘胶鞋,避免静电在人体积聚。
3、喷粉枪头与钢瓶相距为宜,均匀喷涂塑粉在钢瓶表面。使钢瓶瓶体均匀分布塑粉。
4、将喷涂好塑粉的钢瓶按合理位置摆放至烘烤车上直至摆满。
5、将烘烤车送入固化炉,启动固化炉升温至180℃,保温30分钟。
6、工作过程中,注意安全防护,严防高温及烫伤。
7、工作结束关闭电源、清洁工作场地并做好设备运转记录。
8、钢瓶气密试验操作规程
1、正确穿戴劳保用品,作好钢瓶气密试验相关准备工作,气密试验严格按照国家标准《气密试验方法》(GB/T12137-1989)规定的条件、方法和要求进行。
2、在气密试验前应检查充枪、阀门、开关、管道、压力表等是否灵敏可靠,然后将待试验钢瓶连接充装枪,给试验钢瓶加入2.1Mpa压缩空气。
3、将试验钢瓶摆放至气密试验机压紧装置上,启动气密试验机对钢瓶进行试验。
4、气瓶在水槽中点离水面距离不得低于5cm,在水内的保压时间不低于1分钟,并且瓶体各部位不得有泄漏。
5、试验结束后取出钢瓶,排放压缩空气擦干整齐堆放。
6、在试验中操作者不得擅离职守,杜绝无关人员在此区域观看、停留。
7、作业中发现(发生)问题立即停止作业,上报站领导并组织处理。
8、工作结束清洁工作场地并做好设备运转记录。










 18660138026
18660138026