




联系人:苏渝
邮箱:2215943694@qq.com
电话:17302546450
地址: 江苏南京市鼓楼区虎踞北路12号
| 品牌 |
搜鱼 |
型号 |
SYSTMJ002 |
| 产地 |
江苏南京 |
厂家 |
江苏苏渔渔业集团有限公司 |

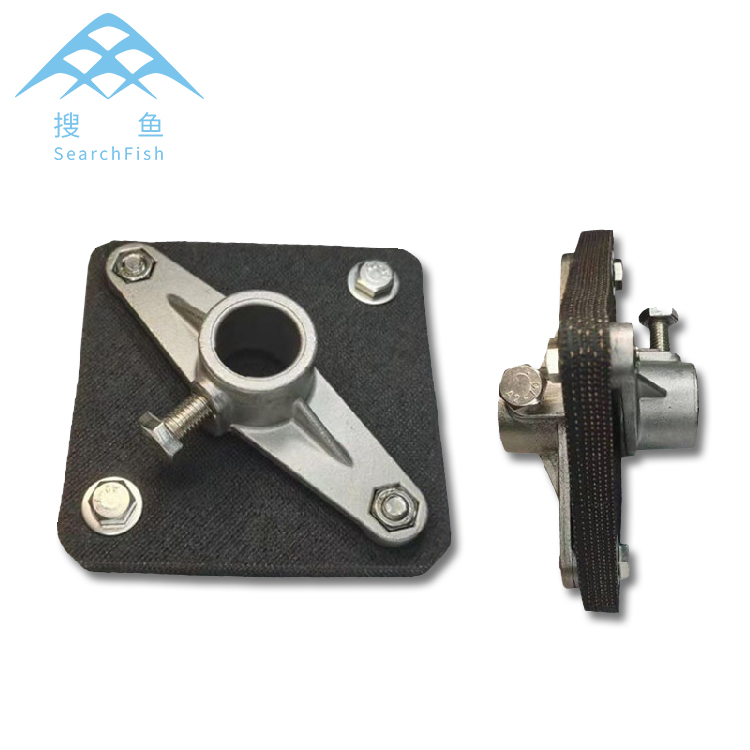
增氧机联接器总成是用的不锈钢接缝的一体成型工艺。生产过程包括:过程
1.3d建模:根据不锈钢接头的形状建立3d模型;
过程2.打开模具:3d模型在工序1中建立好的不锈钢接头模型;开模相应于不锈钢接缝;
工序3.压铸成型:用专用造型机把不锈钢接合料压入模模,生产半成品;
过程4。烧结:将半成品置于真空中,并保持1300-1350℃的温度;烧成15小时,真空自然冷却12小时;
工序5.后加工:不锈钢接头的磁力研磨处理;
工序6.成品,经过工序5后不锈钢连接件的表面光洁度达到工艺要求,此时转入检测工序,经各类检具、量具检验后确认合格并运入成品。
工序3不锈钢连接材料采用316不锈钢粉料,模装在专用成型机上,将316不锈钢粉料加到专用成型机收槽内,特殊成型机压射机构,将316不锈钢粉料挤压、高速高压充填入模腔,316不锈钢粉在高压下形成不锈钢连接件。
工艺4的具体工艺是:不锈钢连接件成型后,从模具中取出半成品,在此基础上,将不锈钢接头的半成品输送至箱式真空电炉,使真空电炉内产生真空,与此同时,箱式真空电炉温度控制在1300℃-1350℃之间,不锈钢丝半连接件可保持烧结15小时。后箱式真空电炉切断电源停止加热,使箱式真空电炉内部真空环境逐渐冷却,在冷却时不取出不锈钢接头的半成品,用箱式真空电炉内真空环境自然冷却12小时。
工序5将不锈钢接头置入磁力研磨机上,透过磁场的作用传导到不锈钢针头.磨针.研磨材料,推动不锈钢接头高速旋转流动.振动.换向翻滚,不锈钢板针头。磨具与不锈钢接头表面相互摩擦。
增氧机联接器总成的制造和成形仅需六道工序,使加工不锈钢接头的全过程更为简单。采用3d造型和压铸成型工艺,可以消除机加工中的废品,同时也可以缩短生产时间,提高生产效率和产量,因为3d模型在产品形状上具有较高的可控性,使得产品的复杂造型也能得到准确的控制,成型产品外形一致性较高。







 17302546450
17302546450