




| 品牌 |
万舟锚杆静压 |
型号 |
肇庆锚杆静压桩1C29 |
| 类型 |
既有建筑地基基础加固 |
货号 |
锚杆静压桩E46 |
| 材质 |
可压预制方桩 管桩 预制管桩 |
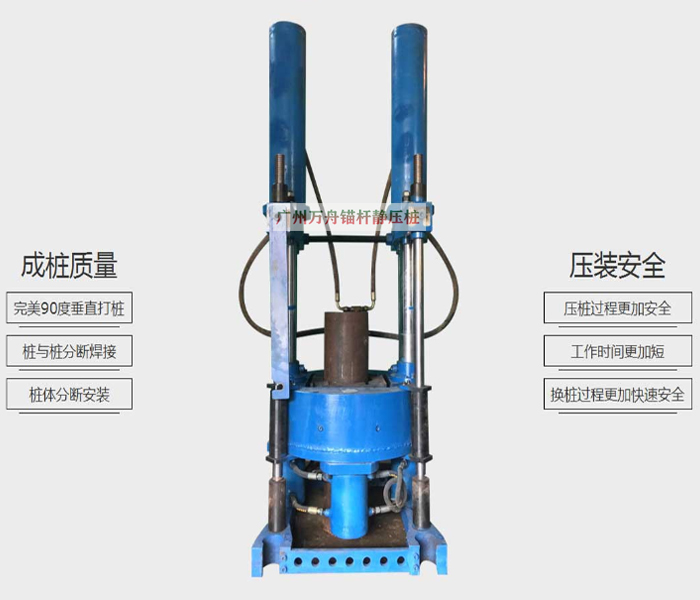
桩工机械种类 |
桩架 |
| 产品规格 |
东辽县锚杆静压桩施工 |
|
承接中山室内锚杆静压桩 肇庆既有建筑地基基础加固施工
---------以上报价不准确,具体报价电议----------
国内全部省份各地区皆可承接锚杆静压桩业务

业务范围:肇庆锚杆静压桩地基加固、肇庆地基下沉加固、肇庆电梯井基础加固、肇庆高层建筑地基加固、房屋地基沉降加固、肇庆地下室锚杆静压桩加固、肇庆厂房地基基础加固、民房地基下沉加固、肇庆工业建筑地基沉降加固、肇庆锚杆静压桩加固、肇庆锚杆静压钢管桩加固、锚杆静压预制管桩方桩加固。

万舟机械公司,承接全国各地锚杆静压桩施工施工,不仅包括肇庆地区锚杆静压桩加固施工业务,还承接淮滨县、桂阳县、崆峒区、益阳市、岗巴县、海淀、桑日县、台江区、永兴县、南召县、沁水县、贺州、宣城、安康市、济宁、六安、高明区、万秀区、眉县、城固县、甘州区、尚志市、永吉县、海宁市、绩溪县、南充、达坂城区、诸城市、五华区、敦化市、韶山市、柳州市、思南县、杭州、吉县、梁平、蚌埠市、海安市、小金县、青冈县、印台区、吐鲁番市、尼木县、杭州市、涪陵、云溪区、凤县、云浮市、砚山县、普定县1200KN千牛压桩力锚杆静压桩,400管径锚杆静压桩,300管径锚杆静压桩,100管径锚杆静压桩,200锚杆静压桩预制方桩,锚杆静压桩预制管桩等。
房屋结构是房屋很重要的一部分,是要满足房屋的使用功能,房屋使用的时间久了,就会容易出现问题。
当房屋的部分结构出现一些问题,这个时候就需要对房屋的结构进行加固工作,使原来不符合居住要求的
房屋通过改造加固之后变得有利用价值和满足使用的需求。
在房屋结构加固的时候,不同结构的加固方法是不一样的,需要注意的地方也是有很多的。下面就为大家
介绍一下房屋结构加固需要注意的一些要点。
房屋结构地基与基础加固
地基的加固需要考虑到地基沉降的问题,及时控制沉降的速度以及终止沉降问题,提前考虑土质的问题,
以防土质松软造成再次沉降。既有建筑地基和基础加固前,应先对地基和基础进行鉴定,方可进行加固设
计和施工,既有建筑地基和基础的鉴定、加固设计和施工,应由具有相应的单位和有经验的专门技术
人员承担。
房屋粘钢结构加固
采用粘钢加固的钢筋混凝土梁,其正截面承载力可按钢筋混凝土受弯构件正截面承载力的方法计算;当构
件斜截面抗剪承载力不够时,可采用粘贴U形箍板或斜向钢板条进行加固,可按钢筋混凝土受弯构件斜截
面承载力公式计算。对钢筋混凝土受弯构件进行正截面加固时,其受拉面沿构件轴向连续粘贴的加固钢板
宜延长至支座边缘,且应在钢板的端部(包括截断处)及集荷载作用点的两侧,设置U形钢箍板(对梁)或横
向钢压条(对板)进行锚固。
房屋裂缝结构加固
采用持续低压注射修补时,须控制持续加压与压力,注入构件内,常用于各种主要结构体且具安全考虑的
构件上。采用高压注射修补工法时,在一定时间内将修补材料加压注入构件内,常用于地下部位连续壁结
构,灌注材料可根据实际使用状况选取。
房屋结构植筋加固
植筋加固是一项针对混凝土结构较简捷、有效的连接与锚固的技术;可植入普通钢筋,也可植入螺栓式锚
筋;现已广泛应用于建筑物的加固改造工程。在进行结构植筋加固的时候,将钢筋上面的锈迹去除干净,
将涂满结构胶的钢筋一段插入孔底,在结构胶干涸期间一定要进行经常查巡,不要让人移动位置。植筋后
,一般不允许在所植钢筋上焊接,如确实需要焊接时,焊点距离基材混凝土表面应大于15d,且应采用冰
水浸渍的毛巾包裹植筋外露部分的根部。
房屋结构植筋加固工艺流程及注意事项:
定位 → 钻孔 → 清孔 → 钢筋除锈 → 锚固胶配制 → 植筋 → 固化、保护 → 检验
1、定位
按设计要求标示植筋钻孔位置、型号,但若基材上存在受力钢筋,钻孔位置可适当调整(宜在4d范围内),
但均宜植在箍筋内侧(对梁、柱)或分布筋内侧(对板、剪力墙)。
该工序所用主要物资:卷尺、红漆。
2、钻孔
钻孔宜采用冲击电锤(孔径〈32〉或风镐成孔),也可用水钻成孔,如遇不可切断钢筋应调整孔位避开,对
于结构胶,钻孔直径d+4-8mm,锚固长度20d,均能保证所植钢筋达到屈服直至拔断。
钻孔孔壁宜保持干燥,但孔壁轻微潮湿(孔内无积水)对锚固力基本没有影响。
在钻孔过程中,若遇到钻孔部位钢筋太密而无法按设计要求位置钻孔时,可在其附近钻一附加孔洞,植入
钢筋,原钢筋仍按正确位置放置(即搁在正确钻孔部位上)。如果偏移距离≤35mm,则可在其间焊接长为5d
的适当规格的联系筋,把二者联系在一起,使其受力转移。焊接采用双面焊,每隔600mm焊一个连系筋。
当偏移距离>35mm时,则可采用“L”联系筋将其连系在一起并且转移受力,采用双面焊,每间隔800设一
道。
该工序所用主要物资:电锤、风镐或水钻。
3、清孔
钻孔完毕,孔内粉尘用压缩空气将孔内粉屑吹出,然后用毛刷将孔壁刷净(宜反复进行2次),然后检查孔
深、孔径,处理完毕,用丝棉将洞口塞紧,避免水流入孔内或其它杂物落入其中,保持孔洞干燥。
该工序所用主要物资:空压机、毛刷、卷尺。
4、钢筋除锈
钢筋锚固长度范围的铁锈应清除干净(新钢筋的青色外皮建议也清除),并打磨出金属光泽。采用角磨机和
钢丝轮片清除速度较快。植筋锚固长度为20d,预留长度应能满足设计要求的搭接长度,视具体情况而定
,且相邻两根错开35d。钢筋加工完毕,应进行除锈处理。普通没有严重锈蚀的钢筋,应用钢丝刷将埋植
部分的浮锈清刷干净,严重锈蚀的钢筋不能作为植筋使用。若钢筋粘有油污,应用bingg进行清洗。
该工序所用主要物资:角磨机、钢丝轮片。




 18802032547
18802032547