



联系人:陈经理
邮箱:
电话:13969136630
地址: 山东济南市天桥区凤凰山路29号凤凰阁B区02号
| 品牌 |
神钢 |
型号 |
DW-S43G |
| 牌号 |
DW-S43G |
类型 |
实心焊丝 |
| 焊接方法类型 |
气焊焊丝 |
被焊材料 |
有色金属 |
| 加工定制 |
否 |
标准直径 |
0.8/1.0/1.2/1.6/2.0/2.5/3.2 |
| 长度 |
1000 |
焊接位置 |
广泛 |
| 药芯类型 |
焊丝 |
药芯含量 |
余量 |
| 熔点 |
0.06 |
材质 |
广泛 |
| 焊接电流 |
300-500 |
熔敷金属最低抗拉强度 |
50 |
| 电流种类 |
300-500 |
保护气体 |
气体与氩气 |
| 用途 |
广泛 |
工作温度 |
300-500 |
| 产地 |
日本 |
是否含助焊剂 |
否 |
| 助焊剂含量 |
无 |
规格尺寸 |
0.8/1.0/1.2/1.6/2.0/2.5/3.2 |
| 重量 |
20 |
厂家 |
神钢 |
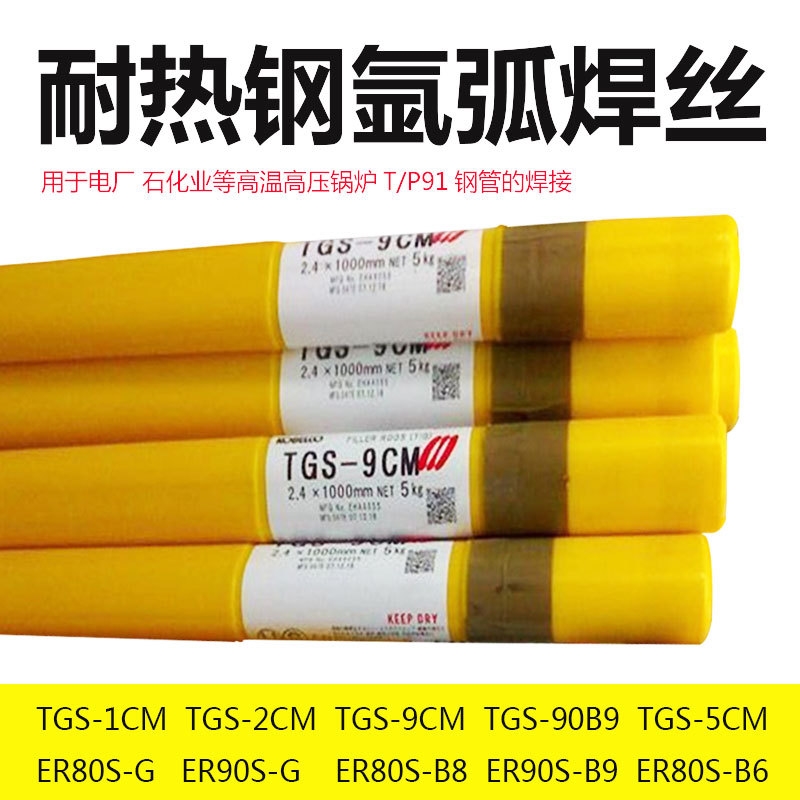
DW-S43G 相当于AWS A5.26 EG70T-2 中、厚板高效立焊用
用途:用于立焊船舶的外壳板及各种内部构件、贮罐侧板和桥梁的箱式梁复板等对接焊。
化学成分及机械性能:
| DW-S43G | C | Si | Mn | P | S | Mo | Ni | Ti | 屈服强度 N/MM2 | 抗拉强度
N/MM2 | 延伸率
% | 吸收功J
-20℃ |
| 0.08 | 0.35 | 1.63 | 0.014 | 0.010 | 0.7 | 0.02 | 0.02 | 470 | 600 | 27 | 62 |
特性:采用CO2作保护气体和细直径的气电立焊用高熔化速度药芯焊丝焊接时,电弧极为稳定,焊道外观良好。采用segarc方法焊接时,可极简便地完成立焊,效率很高。
工艺要点:1.保护气体流量以30-35L/MIN为适当;
2.焊丝伸出长度为35-40MM;
3.有风焊接(风速在2M/S以上)时会产生气孔,应采取防风措施;





 13969136630
13969136630