



联系人:陈经理
邮箱:
电话:13969136630
地址: 山东济南市天桥区凤凰山路29号凤凰阁B区02号
| 型号 |
CI-A1 |
牌号 |
神钢 |
| 药皮成分 |
不定型 |
酸碱性 |
酸性焊条 |
| 性能 |
超低氢焊条 |
加工定制 |
否 |
| 焊条直径 |
3.2/4.0/5.0 |
焊芯直径 |
3.2/4.0/5.0 |
| 长度 |
300-500 |
焊接电流幅度 |
300-500 |
| 焊缝金属抗拉强度 |
50 |
硬度HRC |
50 |
| 工作温度 |
广泛 |
适用范围 |
广泛 |
| 产地 |
日本 |
重量 |
20 |
| 直径 |
3.2/4.0/5.0 |
厂家 |
神钢 |
| CI-A1铸铁焊条
|
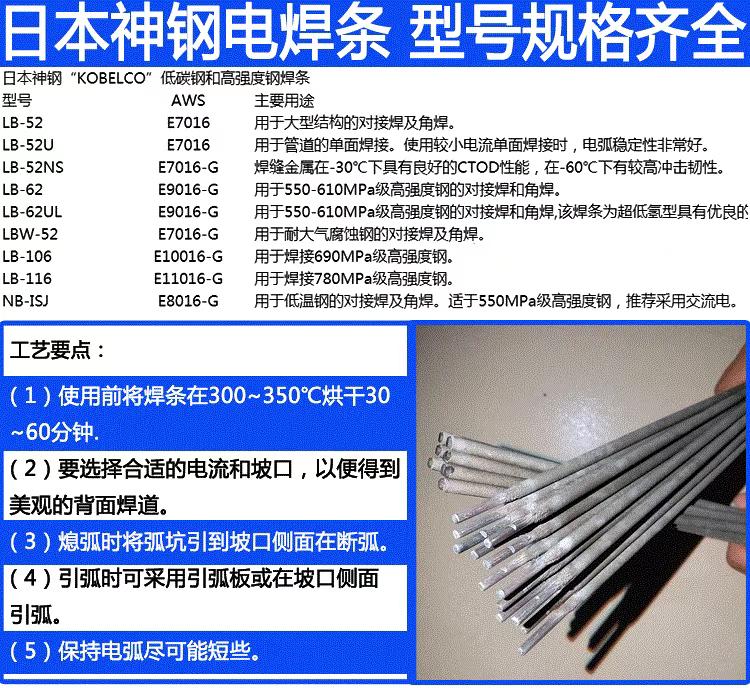
符合AWS A5.15 ENi-Cl
| |||||||||||||||||||||||||||
|
说明: 适用于修复和连接各种铸铁件,具有优良的焊接易用性和可加工性。
| ||||||||||||||||||||||||||||
|
RC: 70~100℃x0.5~1h 熔敷金属化学成分(%)
| ||||||||||||||||||||||||||||
|
熔敷金属力学性能(≥)
技术支持: 1)为母材的制备: (1)当铸铁已浸渍油,碱金属,焊前必须在400℃下加热以烧去油。其他污染物也应在焊接前去掉。 (2)要修复的缺陷,它必须完全通过机加工或磨削除去(弧气刨是不焊前适用于铸铁)。焊接坡口应该有一个圆底更好融合。凡有裂纹缺陷似乎是由机械加工或研磨传播,使停止孔在裂纹的两端。 2)焊接工艺: (1)适当的预热温度取决于大小和工件的厚度。 (2)纵梁焊接与约50mm的长度珠建议,以防止过热,变形和开裂。 (3)喷丸是需要尽量减少残余应力。一个胎圈被放置刚过,它必须被硬化,该磁珠的脉动消失的程度。 (4)比较小的圆锥槽应在从该底部的螺旋序列被焊接槽,以在基体金属的表面上。后踏,对称或间歇性顺序是推荐用于长时间焊接线,以防止开裂。该隔离方法,其中,所述凹槽的表面被包覆和填充通行证后放置,推荐用于深沟。
| ||||||||||||||||||||||||||||



 13969136630
13969136630