


联系人:陈经理
邮箱:
电话:13969136630
地址: 山东济南市天桥区凤凰山路29号凤凰阁B区02号
| 品牌 |
大桥 |
型号 |
THY-J502CrNiCu-G |
| 牌号 |
THY-J502CrNiCu-G |
类型 |
实心焊丝 |
| 焊接方法类型 |
气焊焊丝 |
被焊材料 |
有色金属 |
| 加工定制 |
否 |
标准直径 |
0.8/1.0/1.2/1.6/2.0/2.5/3.2 |
| 长度 |
1000 |
焊接位置 |
广泛 |
| 药芯类型 |
焊丝 |
药芯含量 |
余量 |
| 熔点 |
0.06 |
材质 |
广泛 |
| 焊接电流 |
300-500 |
熔敷金属最低抗拉强度 |
50 |
| 电流种类 |
300-500 |
保护气体 |
气体与氩气 |
| 用途 |
广泛 |
工作温度 |
300-500 |
| 产地 |
天津 |
是否含助焊剂 |
否 |
| 助焊剂含量 |
无 |
规格尺寸 |
0.8/1.0/1.2/1.6/2.0/2.5/3.2 |
| 重量 |
20 |
厂家 |
大桥 |
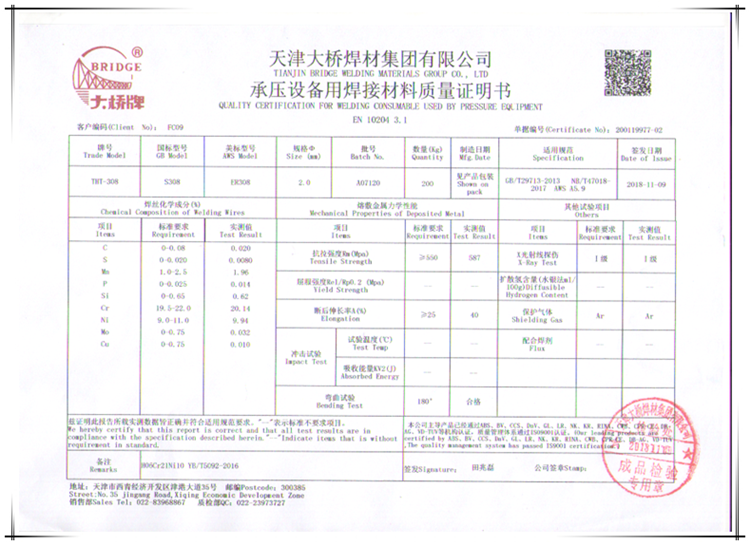
适用于490MPa级耐候钢结构的焊接。如:Q355NH耐候钢结构的焊接,铁路机车车辆,近海工程,桥梁等钢结构。特性:该焊丝为钛钙型渣系CO2气体保护耐候钢药芯焊丝。具有优良的综合力学性能和工艺性能。焊接时电弧稳定、柔和、飞溅小、易脱渣、焊缝成型美观,熔敷金属具有优良的抗大气腐蚀性能。适合全位置焊接。注意事项:1.直流反接(DCEP)焊接。(焊丝接正极)2.采用C02为保护气体,纯度需在99.9%以上,流量为20-25L/min。3.多道焊时,层间温度保持在150℃左右。4.为防止气孔发生,请于施焊前先将母材表面的油垢及锈迹去除干净。5.焊丝的保存:焊丝在未使用前已经采取防潮措施。开包后要尽快使用,不要将未使用完的焊丝长期裸放在空气中。6.由于该焊丝较实心焊丝软,送丝装置的加压滚轮请勿锁太紧








 13969136630
13969136630