




联系人:陈经理
邮箱:
电话:13969136630
地址: 中国 天津 西青区津港公路2号
| 品牌 |
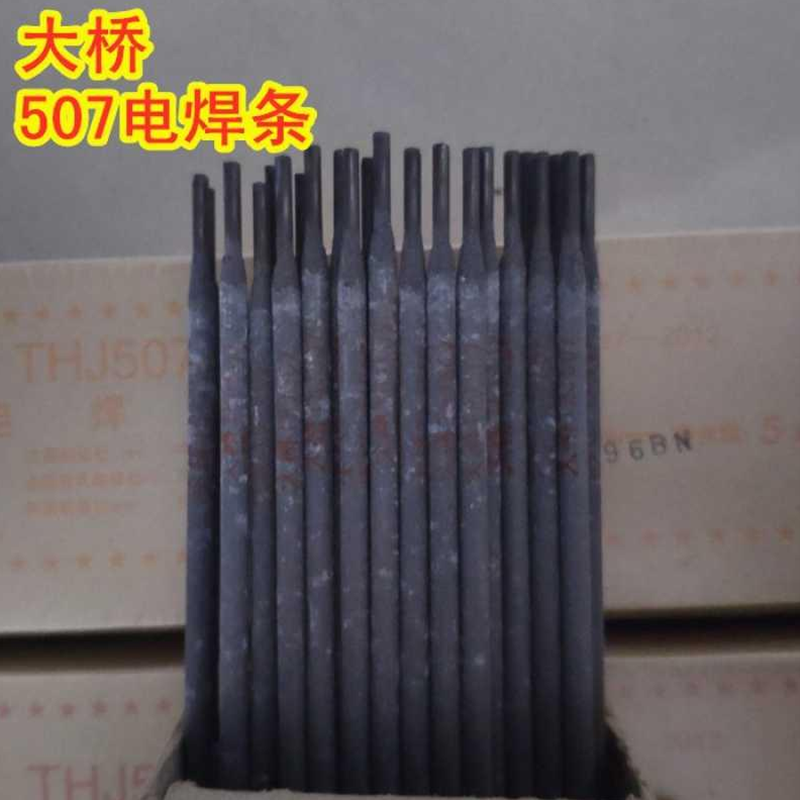
大桥 |
型号 |
THJ807H-G |
| 牌号 |
大桥 |
药皮成分 |
不定型 |
| 酸碱性 |
酸性焊条 |
性能 |
超低氢焊条 |
| 加工定制 |
否 |
焊条直径 |
3.2/4.0/5.0 |
| 焊芯直径 |
3.2/4.0/5.0 |
长度 |
300-500 |
| 焊接电流幅度 |
300-500 |
焊缝金属抗拉强度 |
50 |
| 硬度HRC |
50 |
工作温度 |
广泛 |
| 适用范围 |
广泛 |
产地 |
天津 |
| 重量 |
20 |
直径 |
3.2/4.0/5.0 |
| 厂家 |
大桥 |
|
适用于焊接相应强度等级的低合金钢重要结构,如水电站下降管、压力容器、桥梁、海洋工程等,尤其是在低温设备及寒冷地区等条件下重要结构的焊接。特性:THJ807H-G为氢低温高韧性高强钢焊条,在-60℃条件下仍具有良好的冲击韧性。电弧稳定、飞溅少、脱渣容易,可广泛用于低温钢结构的焊接。此焊条焊缝金属纯净,具有极低的S、P等杂质含量。焊接位置:PA、PB、PC、PD、PE、PF注意事项:1.焊条使用前须经400~430℃烘烤2小时,随用随烘。2.焊前要清除母材表面的水分、油污及锈迹等。3.采用短弧焊接,焊条摆动幅度不宜超过焊条直径的3倍。4.为防止起弧处产生气孔,应采用起弧返回运条方法或使用引弧板引弧。5.因焊接线能量过大会引起冲击韧性下降的趋势,故应根据所要求的韧性指标来确定合适的线能量进行焊接。6.依据焊接母材板厚及钢种的不同,为保证焊缝的力学性能,焊前应进行适当的预热








 13969136630
13969136630