






联系人:吴晓霞
邮箱:1211810561@qq.com
电话:13707258033
地址: 湖北黄冈市麻城市黄冈市 麻城市龙池工业区
| 型号 |
XDT-VB-1GXF |
类型 |
标准表面贴装无螺纹钮子开关 |
| 开关数 |
双极 |
额定电压 |
380V |
| 额定电流 |
10 |
面板材质 |
不锈钢 |
| 适用范围 |
输送皮带 |
开关次数 |
500000 |
| 电寿命 |
500000 |
加工定制 |
否 |
| 防护等级 |
IP67 |
外形尺寸 |
120*120 |
| 厂家 |
麻城施迈赛工业自动化有限公司 |
|
两级跑偏开关XDT-VB-1GXF 防尘密封是带式输送机皮带防跑偏关键的控制元件,主要应用在冶金、电力、煤岩、矿山及化工等行业的输送系统中。随着PC机的广泛应用,输送系统的自动化程度也不断提高,对输送机的关键配套元件-----跑偏开关、拉绳开关提出了新的要求。我公司为了适应市场需求两级跑偏开关和拉绳开关经过几年使用和处理用户反馈的信息,我们改进了其不足之处,并进一步完善了工艺,使产品得到了市场的认可,为输送系统自动化控制提供了可靠的传感元件。
两级跑偏开关XDT-VB-1GXF是分两个位置检测输送机皮带的跑偏程度和扭曲程度的一种开关,根据皮带的跑偏程度和扭曲程度,实现跑偏自动报警和停机,避免昂贵的输送皮带受损坏及因皮带扭曲造成的物料散落等事故。 两级跑偏开关在安全运行输送系统里是不可缺少的,适用于煤炭、冶金、水泥建材、电力、化工等行业使用的带式输送机输送带跑偏检测。
本系列跑偏开关具有两级动作功能。一级动作用于报警,二级动作用于自动停机。胶带机在运行中,当胶带跑偏且与本开关立辊接触时,立辊自转,若跑偏量继续加大,则挤压立辊发生偏移。当立辊偏转角度超过20°时,一级开关动作,输出报警信号。当立辊偏转角度超过35°以上时,二级开关动作,输出停机信号。一级开关信号用于报警,如果将此信号与跑调整装置相接,即可实现不停机状态下的跑偏自动调整。二级开关信号用于停机,将此信号接至控制线路中,即可实现重度跑偏状态下的自动停机。当故障排除后,输送带离开立辊正常运转时,立辊可自动复位。
两级跑偏开关参数
● 防护等级: IP67
● 立辊倾斜角度: 倾角75°
● 接 点 数: 2(1a+1b)
● 接点容量: 250V AC 5A
● 接 线 口: 6~12mm电缆
● 适用温度: -20℃~+60℃
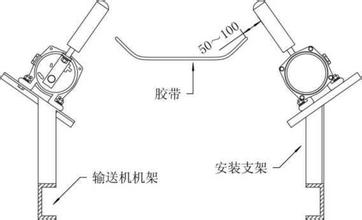
带式输送机的跑偏开关是用于检测带式输送机运行过程中,输送带跑偏程度并进行报警的一种保护装置,也用于在皮带严重跑偏时自动触发紧急停机。跑偏开关按照一定间隔固定安装于带式输送机两侧支架上,跑偏开关的滚轮部分在受到偏离中心运转的输送带的边沿挤压后产生偏转,当滚轮偏转到一定角度时触发开关接点动作。
跑偏开关选型时,尽量选择二级或多级跑偏开关,可以检测皮带不同的跑偏程度,为控制系统提供更多的信息。优先选择开关本体带动作记忆及动作状态指示的产品。由于带式输送机是动态运转的,具备此功能,可以便于确定皮带发生跑偏的具体位置、分析跑偏原因,也便于设备调试和维护。
跑偏开关的安装支架应该制作成可以沿皮带侧向调节跑偏开关位置的结构。这样是为了根据现场实际情况小范围调整允许跑偏的范围。
皮带机跑偏的处理方法
1、调整承载托辊组。皮带线的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。具体方法是皮带偏向哪一侧,托辊组的那一侧朝皮带前进方向前移,或另外一侧后移。皮带向上方向跑偏则托辊组的下位处应当向左移动,托辊组的上位处向右移动。
2、安装调心托辊组。调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等其原理是采用阻挡或托辊在水平面内方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。一般在皮带输送机总长度较短时或皮带线双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。而长皮带输送机不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3、调整驱动滚筒与改向滚筒位置。驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。其调整方法与调整托辊组类似。对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,输送机的皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。经过反复调整直到皮带调到较理想的位置,在调整驱动或改向滚筒前准确安装其位置。
4、张紧处的调整。皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。具体的皮带跑偏的调整方法与滚筒处的调整类似。
5、双向运行的皮带输送机皮带跑偏的调整比单向皮带线跑偏的调整相对要困难许多,在具体调整时应先调整某一个方向,然后调整另外一个方向。调整时要仔细观察皮带运动方向与跑偏趋势的关系,逐个进行调整。重点应放在驱动滚筒和改向滚筒的调整上,其次是托辊的调整与物料的落料点的调整。







 13707258033
13707258033