





联系人:吴晓霞
邮箱:1211810561@qq.com
电话:13707258033
地址: 湖北黄冈市麻城市黄冈市 麻城市龙池工业区
| 型号 |
PP-KT-II |
类型 |
标准表面贴装无螺纹钮子开关 |
| 开关数 |
双极 |
额定电压 |
380V |
| 额定电流 |
10 |
面板材质 |
铝板 |
| 适用范围 |
广泛 |
开关次数 |
5000000 |
| 加工定制 |
否 |
防护等级 |
IP67 |
| 厂家 |
麻城施迈赛工业自动化有自动化有限公司 |
|
二级跑偏开关PP-KT-II 抗震耐压防水多功能控制,一级动作发出报警信号,二级动作跑偏发出停机信号,避免输送带跑偏事故的进一步扩大,它即有行程开关、微动开关的特性,同时又具有传感性能,并且动作可靠、性能稳定、频率响应快、使用寿命长、抗干忧能力强、防水、防震、耐腐蚀等特点。广泛应用于各种输送机机械、电厂、矿山、钢铁、化工、冶金、轻工、阀门、铁路、等各个行业。
二级跑偏开关PP-KT-II=两级跑偏开关PP-KT-II=皮带跑偏开关PP-KT-II=位置控制开关PP-KT-II
二级跑偏开关是带式输送机关键的控制元件,主要应用在冶金、电力、煤岩、矿山及化工等行业的输送系统中。随着PC机的广泛应用,输送系统的自动化程度也不断提高,对输送机的关键配套元件-----跑偏开关、拉绳开关提出了新的要求。我公司为了适应市场需求两级跑偏开关和拉绳开关经过几年使用和处理用户反馈的信息,我们改进了其不足之处,并进一步完善了工艺,使产品得到了市场的认可,为输送系统自动化控制提供了可靠的传感元件。
两级跑偏开关是对皮带位置的控制开关也叫做事故开关,采用行业JB/T 10939位置开关,是一款安装在胶带,皮带输送带上保护开关,当胶带,皮带输送机发生异常运行进,通过本开关可以给皮带,胶带输送发出停机型号以防止事故的进一步扩大,本开关因安装方便,响应快,使用寿命长,等优点,现已在各业各业都有应用到,常见应用领域电力,矿用,码头,钢厂等。
防爆型两极跑偏开关是输送带自动化中不可缺的产品。可以用于地下、索道支撑皮带输送机;轮船装卸系统;堆垛/取料输送机;倾斜和梭式输送机;起重机、挖掘机,起重臂限位;裙边给料机/输送机;重型极限开关检测胶带的跑偏量,是实现胶带机控制的自动报警和停机的保护装置。
两级跑偏开关适用于皮带输送机,能使皮带输送机在皮带跑偏将导致严重挂边磨损甚至发生撕裂事故前就发出报警信号以及进一步的自动停车。能及时有效的保护设备安全、避免事故扩大化,达到保障、保护设备的目的。另外由于信号可发送至控制系统,方便实现工厂自动化控制,因此又可达到减员增效,集中控制,利于与调度的目的。
技术参数
| 工作电压:24~380V
|
型号:PP-KT-II
|
|
绝缘电阻:>500MΩ
|
输出信号:无源开关量信号
|
|
环境温度:-20℃~+60℃
|
环境湿度:<90%
|
|
重 量:2.5Kg
|
防护等级:IP67
|
|
复位方式:自动复位
|
响应时间:<2mS
|
|
控制触点容量:3A-5A
|
动作力:50±10N
|

 关于皮带两级跑偏开关安装调试步骤:
关于皮带两级跑偏开关安装调试步骤:
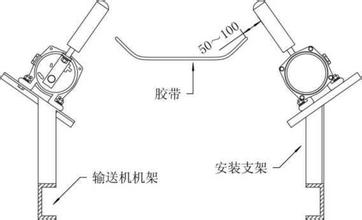
将跑偏开关固定在支架上立辊应与输送带边平面垂直,并使输送带边位于立辊高度1/3处,然后焊接在胶带机架上;立辊与胶带边缘距离为50~100㎜。胶带位于立辊下端1/3处;每100m胶带可安装三对跑偏开关。两级跑偏开关安装的数量应根据输送机长度、类型及布置情况进行确定。一般应在输送机主动滚筒、从动滚筒及中间位置进行设置。对于较长的输送机中间位置可以每隔30~35米时设置1对。两级跑偏开关应通过安装支架与输送机的机架相连接,开关支架应牢固的焊接在输送机机架上,然后再把跑偏开关与支架用螺栓连接。 接线:两级跑偏开关引出线为四芯电缆。用户可根据自己要求接线。
输送带跑偏问题怎么办
输送带跑偏问题怎么办?大家都知道,如果输送带向左跑偏,就把输送带下的导轮的左侧向后调整,也可以把导轮的右侧向前调整。
同理如果输送带向右跑偏,就把输送带下的导轮的右侧向后调整,也可以把导轮的左侧向前调整。
但是最近我们单位遇到一个问题,就是输送带一会儿向左跑偏,一会儿向右跑偏。而我们用的是不锈钢输送带,包胶辊轴。若将辊轴车成稍带腰鼓形,则不锈钢中间由于延展而不平。请问出现这样的情况应如何解决
带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
输送带正常运转时,带速不低于辊筒转速的95%。如果滚筒与输送带的摩擦力不够,输送带就容易出现打滑的现象。引起辊筒与输送带摩擦力不够的原因很多,常见的有:张力不够、载荷启动、辊筒表面摩擦系数不够等。
张力不够的原因有:张紧行程不够、配重重量不够、输送带太长等;
辊筒表面摩擦系数不够的原因有;
辊筒表面包胶磨损太大、带体过湿或粘有润滑油、带体表面粘有物料(易被水溶涨的)
安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
带式输送机运行时输送带跑偏是最常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。另外,带子接头要正确,两侧周长应相同。在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
输送带打滑是由于什么原因
输送带正常运转时,带速不低于辊筒转速的95%。如果滚筒与输送带的摩擦力不够,输送带就容易出现打滑的现象。引起辊筒与输送带摩擦力不够的原因很多,常见的有:张力不够、载荷启动、辊筒表面摩擦系数不够等。
张力不够的原因有:张紧行程不够、配重重量不够、输送带太长等;
辊筒表面摩擦系数不够的原因有;
辊筒表面包胶磨损太大、带体过湿或粘有润滑油、带体表面粘有物料(易被水溶涨的)
对于不锈钢带,确实有点儿麻烦。
一种有效的办法是:设计成某一轴的两端可各在导槽内滑移的结构,分别由两套伺服电机通过蜗轮蜗杆减速增力驱动,拉紧或放松轴端。钢传送带两侧各装一套光电传感器,其信号经放大后作为对伺服电机的指令。







 13707258033
13707258033