






联系人:何阳
邮箱:2818919793@qq.com
电话:13636102066
地址: 湖北黄冈市麻城市湖北省麻城市龙池工业区杭荣科技园
| 型号 |
DQK-10A-45A |
类型 |
标准表面贴装无螺纹钮子开关 |
| 开关数 |
双极 |
额定电压 |
380V |
| 额定电流 |
10 |
面板材质 |
铝板 |
| 适用范围 |
皮带输送机 |
开关次数 |
500000 |
| 电寿命 |
500000 |
加工定制 |
否 |
| 防护等级 |
IP67 |
外形尺寸 |
120*120 |
| 厂家 |
麻城施迈赛工业自动化有限公司 |
|
昆钢两级跑偏开关DQK-10A-45A 防腐耐冲洗用于输送机胶带跑偏的检测,防止由于胶带跑偏而造成物料溢出等故障。KJT型两极跑偏开关广泛应用于钢铁、矿山、电力及化工等行业的运输系统中。
工作原理
当运行中的胶带发生跑偏现象时,胶带边缘带动立棍旋转并挤压使之倾斜,若立棍倾斜角度大于一级动作角度时,开关发出一组开关信号,如立棍继续倾斜大于二级动作角度时则输出另一组开关信号。两组开关信号可分别用于告警或停机,胶带机复位正常运行后,立棍自动复位。
两级跑偏开关DQK-10A-45A结构特点
采用铝合金精密压铸壳体,强度高、重量轻。
机内采用进口的行程开关,触点容量大、动作灵敏 可靠。
外壳防护等级达IP65,可在恶劣的环境中长期工作。
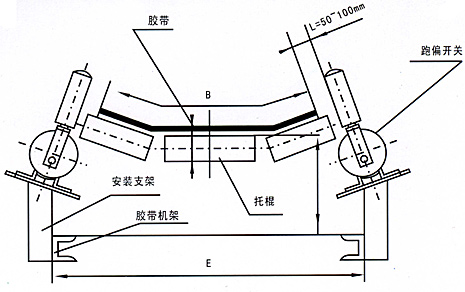
两级跑偏开关DQK-10A-45A使用与安装
将跑偏开关固定在支架上,然受焊接在胶带机架上;
立辊轴线与胶带平面相垂直,立辊与胶带边缘距离L=50~100mm;
胶带位于立辊下端1/3处;
每50m胶带可安装跑偏开关一对。
如何调整跑偏开关的灵敏度?
可通过2个方面实现。
1.通过倾斜安装,让开关本身出现角度偏移,可减少跑偏开关的报警和停机所需的角度。
2.可对壳体内部的微动开关的角度进行调整,实现立辊小角度偏移即实现跑偏报警和停机功能。
两级跑偏开关DQK-10A-45A技术参数:
| 型号 参数
|
动作角度
|
根限角度
|
触点数量
|
触点容量
|
复位方式
|
可靠性
|
重量(kg)
| ||
|
一级
|
二级
|
常开
|
常闭
| ||||||
|
DQK-12A-30A
|
12°
|
30°
|
70°
|
2
|
2
|
AC 380V 5A
|
自动
|
>106次
|
3.5
|
|
DQK-10A-45A
|
10°
|
45°
|
70°
|
2
|
2
|
AC 380V 5A
|
自动
|
>106次
|
3.5
|
|
DQK-20A-35A
|
20°
|
35°
|
70°
|
2
|
2
|
AC 380V 5A
|
自动
|
>106次
|
3.5
|
两级跑偏开关DQK-10A-45A使用注意事项
在停电时,可能出现的误操作情况有:断路器尚未断开电源时,先拉隔离开关刀闸,造成带负荷拉隔离开关刀闸。
停电时先拉负荷侧隔离开关,送电时先合电源侧隔离开关,都是为了在发生错误操作时,缩小事故范围,避免人为扩大事故。
送电时,如断路器误在合闸位置,跑偏开关便去合隔离开关,此时如先合负荷侧隔离开关,后合电源侧隔离开关,等于用电源侧隔离开关带负荷送电,一旦发生弧光短路便造成母线故障,人为扩大了事故范围。如先合电源侧隔离开关。后合负荷侧隔离开关,等于用负荷侧隔离开关带负荷送电。发生弧光短路时,断路器保护动作跳闸,跑偏开关切除故障,缩小了事故范围。所以送电时先合电源侧隔离开关。
需要注意的是,跑偏开关当断路器开关尚未断开电源时,误拉隔离开关刀闸。如先拉电源侧隔离开关,弧光短路点在断路器内侧,跑偏开关将造成母线短路,但入先拉负荷侧隔离开关,则弧光短路点在断路器外,断路器开关保护动作跳闸,能切除故障,缩小了事故范围,所以停电要先拉负荷侧隔离开关。
皮带输送机常见故障:皮带跑偏
为解决这类故障重点要注意安装的尺寸精度与日常的维护保养。皮带跑偏的原因有多种,需根据不同的原因区别处理。
1 .调整承载托辊组 皮带机的皮带在整个皮带输送机的中部跑偏时可调整托辊组的位置来调整跑偏;在制造时托辊组的两侧安装孔都加工成长孔,以便进行调整。具体调整方法,具体方法是皮带偏向哪一侧,托辊组的哪一侧朝皮带前进方向前移,或另外一侧后移。
2.安装调心托辊组。调心托辊组有多种类型如中间转轴式、四连杆式、立辊式等其原理是采用阻挡或托辊在水平面内 方向转动阻挡或产生横向推力使皮带自动向心达到调整皮带跑偏的目的。一般在皮带输送机总长度较短时或皮带输送机双向运行时采用此方法比较合理,原因是较短皮带输送机更容易跑偏并且不容易调整。而长皮带输送机不采用此方法,因为调心托辊组的使用会对皮带的使用寿命产生一定的影响。
3. 调整驱动滚筒与改向滚筒位置。驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置必须垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。其调整方法与调整托辊组类似。对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。调整方法。经过反复调整直到皮带调到较理想的位置。在调整驱动或改向滚筒前准确安装其位置。
4. 张紧处的调整。皮带张紧处的调整是皮带输送机跑偏调整的一个非常重要的环节。重锤张紧处上部的两个改向滚筒除应垂直于皮带长度方向以外还应垂直于重力垂线,即保证其轴中心线水平。使用螺旋张紧或液压油缸张紧时,张紧滚筒的两个轴承座应当同时平移,以保证滚筒轴线与皮带纵向方向垂直。具体的皮带跑偏的调整方法与滚筒处的调整类似。






 13636102066
13636102066