






联系人:孙经理
邮箱:sdddzswz@163.com
电话:15265827717
地址: 山东枣庄市市中区工程机械物流园区
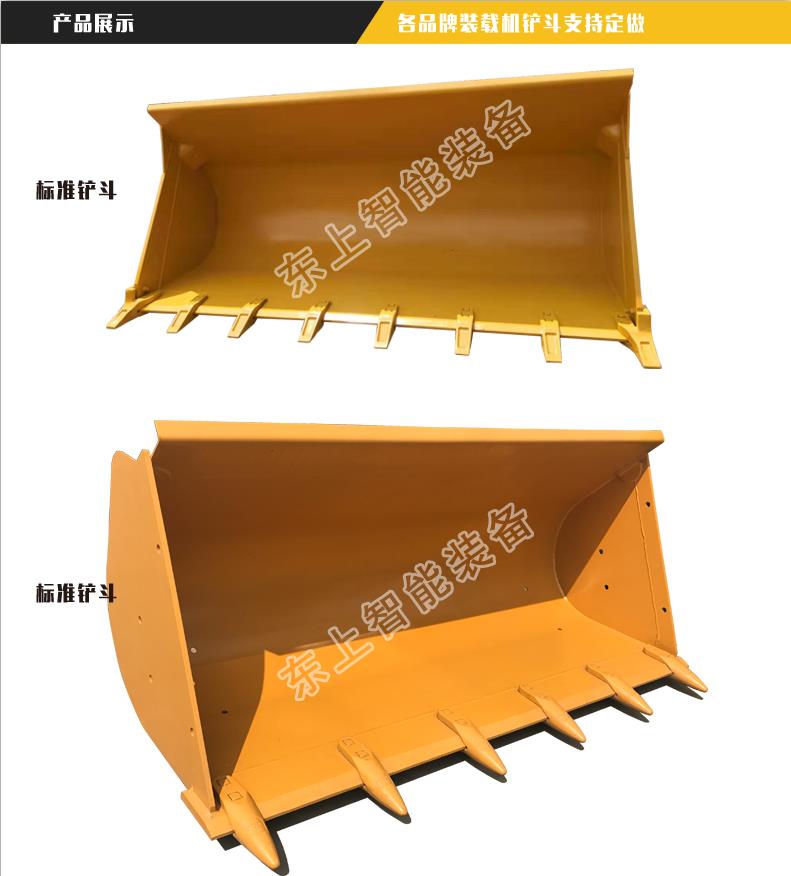
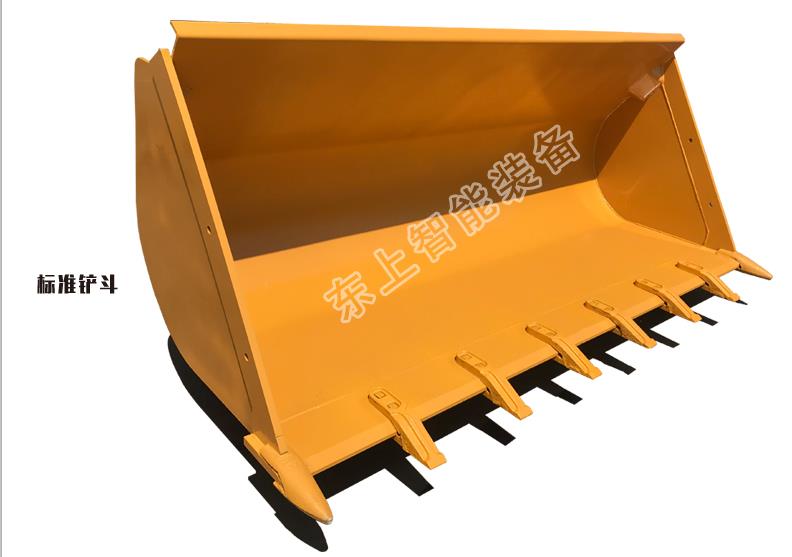
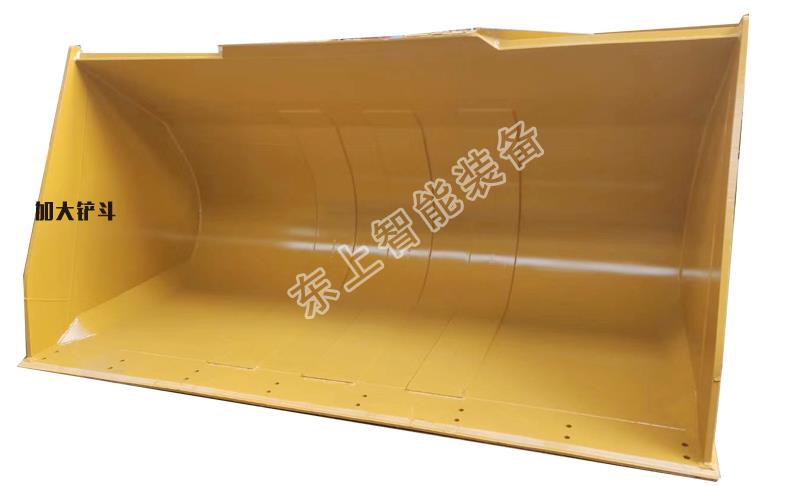
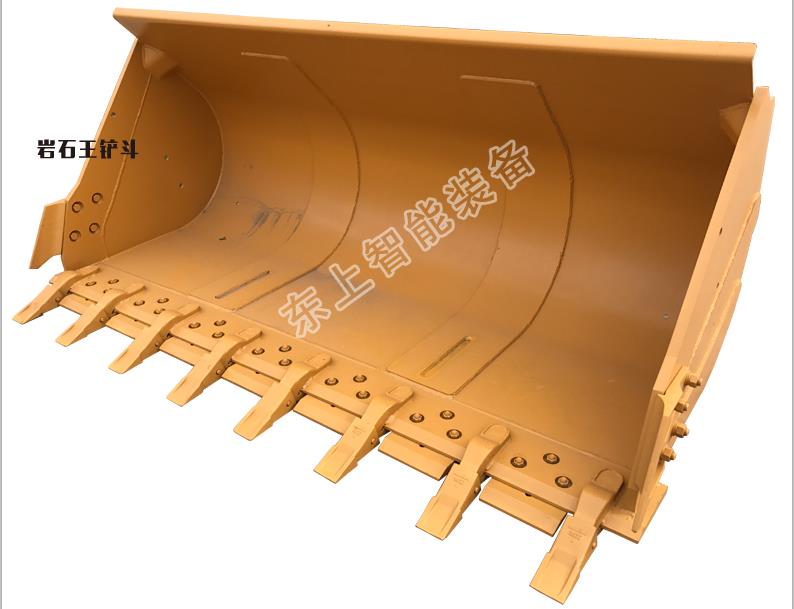
由于装载机铲斗型号规格不同,标注价格为电议参考价,实际价格随市场原材料变动,以当天报价为准。根据装载机型号厂家落实价格。厂家供应工程机械配件,龙工临工柳工厦工徐工山工成工装载机铲斗,龙工铲车铲斗加大斗岩石斗(龙工833 853 855 50C铲斗),临工装载机配件,铲板,铲斗耐磨块(临工953 955 933 936 952 956铲斗),柳工装载机铲斗,斗齿套,斗齿销子,斗齿座(柳工30E 835 836 ZL50 855铲斗),厦工装载机铲车铲斗,动臂,S臂,拉杆(厦工932 951 953 955 956H铲斗)。徐工30铲斗徐工300K装载机铲斗50G铲车铲斗500岩石斗加大铲斗翻斗,山工30 50 632 650 652 50F装载机铲斗,成工装载机铲斗耐磨口板刀板铲板铲刃配件。同时供应装载机变速箱、发动机、大臂、驾驶室等总成类配件。





产品资讯参考:
装载机铲斗在使用过程中过程中,主刃板往往出现上拱、下塌、扭曲等变形,为保证主刃板平整,为此对铲斗的结构和生产过程进行分析,找到了主刃板变形的原因,并制定相应的防止措施。
1 铲斗主刃板变形原因分析
(1)管理原因 铲斗主刃板为板材气割下料后外协加工件,由于板材的装卸、运输、存储等原因造成主刃板出现上拱、下塌和挠曲变形。对前两种变形,组焊铲斗前可以在油压机上对板材进行校平,但对挠曲变形却难以调整,以至带到以后的铲斗组焊工序中去。
(2)设计原因 铲斗底部焊缝主要集中在背面,焊缝密集并且焊缝形式不合理使焊接工作量和热输入量都相当大。
(3)操作原因 铲斗组焊过程分三步:①斗壁板卷板;②斗壁板与斗侧板组焊、对接主刃板、铺斗底板、与支撑板一起上胎组焊铲斗;③焊接。这三步工序相互独立顺序进行互不干涉。
2 防止铲斗主刃板变形的措施
(1)加强管理 铲斗主刃板外协加工回厂后,对平整度不符合要求的进行校平,对挠曲变形的,把与斗壁板对接的边缘采用半自动火焰切割机进割,这样经过处理后,保证了主刃板的平直。
(2)改进设计 将斗底板与主刃板对接间隙减小,由原来的10mm改为5mm,去掉与斗侧板5mm的对接间隙,与斗壁板之间长圆孔连续塞焊缝改为分布均匀的圆孔断续焊缝。
(资讯供参考。工程机械配件种类繁多,具体配件不能一一展示,其他意向配件请电询客服报价)






 15265827717
15265827717