





联系人:张经理
邮箱:732398633@qq.com
电话:15621581556
地址: 山东泰安市泰山区山东省泰安市泰山区万官大街惠普家园南区
| 加工贸易形式 |
来图、来样加工 |
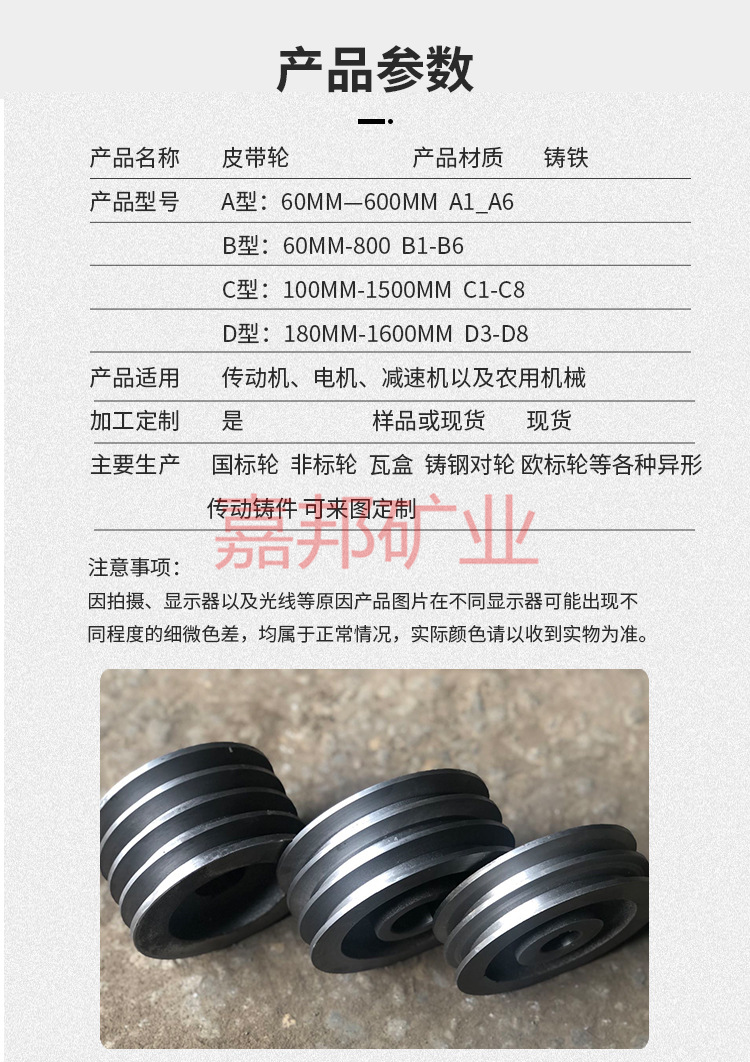
材质 |
球墨铸铁 |
| 外形 |
圆柱齿轮 |
年最大加工能力 |
8000 |
| 年剩余加工能力 |
6000 |
品牌 |
嘉邦 |
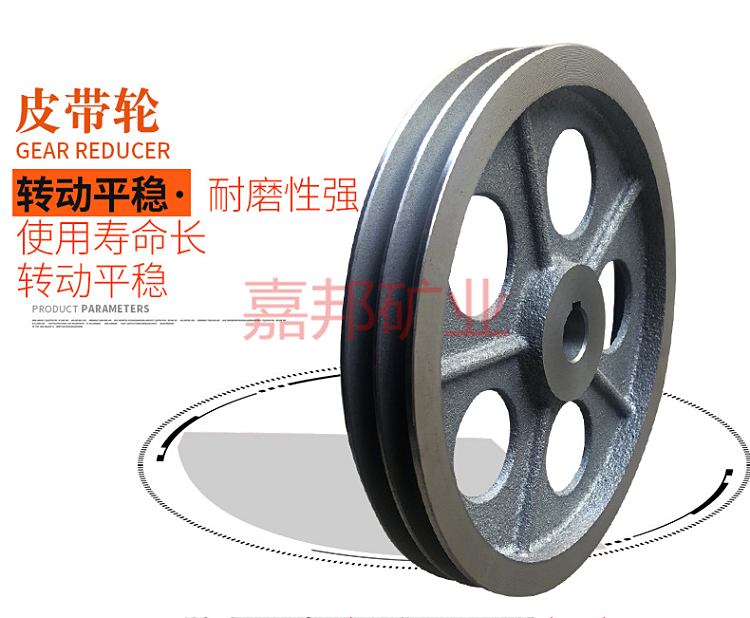
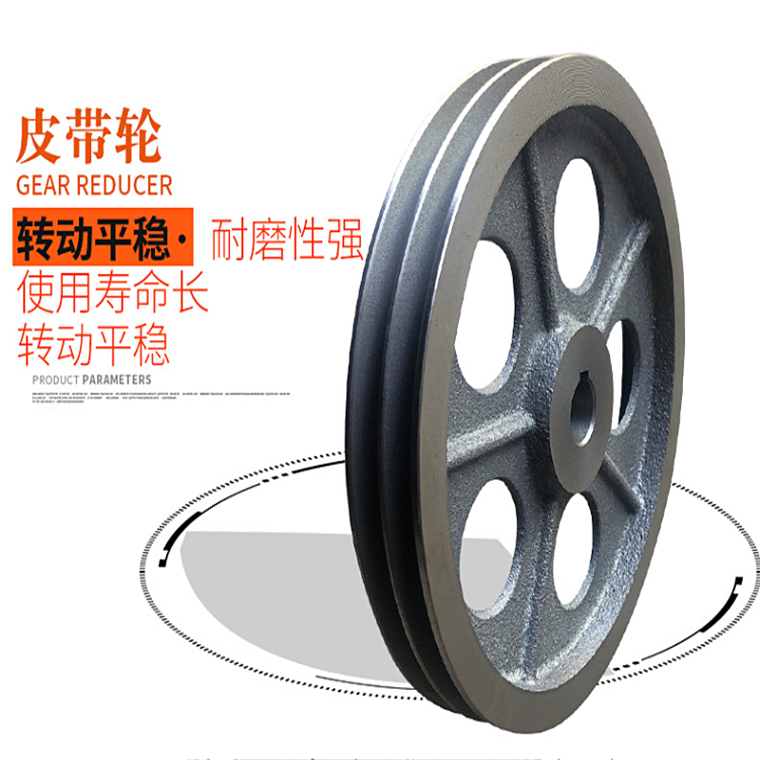
一、皮带轮规格
三角皮带的规格是由背宽(顶宽)与高(厚)的尺寸来划分的,根据不同的背宽(顶宽)与高(厚)的尺寸,国家标准规定了三角带的O、A、B、C、D、E等多种型号,每种型号的三角带的节宽、顶宽、高度都不相同,所以皮带轮也就必须根据三角带的形状制作出各种槽型;这些不同的槽型就决定了皮带轮的O型皮带轮 、A型皮带轮、B型皮带轮、C型皮带轮、D型皮带轮、E型皮带轮等多种型号。
二、皮带轮安装
1.检查皮带轮槽,确保没有伤痕或利边,所有尺寸均符合标准;
2.清洁所有部件表面,如带轮毂孔、锥套、螺拴孔等。将锥套装入皮带轮,使所有的螺孔对齐。
3.在螺杆(TB 1008-TB 3030)和螺纹(TB 3525-TB 5050)上涂油后旋入安装孔,但暂不旋紧。
4.清洁传动轴表面,将已装上锥套的带轮推到轴上的预定位置,查看三角带轮是否对准。
5.当使用键槽时,必须首先把它插入轴毂中,在键槽和孔毂之间必需要有一定的公差。
6.使用符合DIN911标准的六角扳手,交替地逐渐均匀地上紧各安装孔各螺栓,直到达到下表所示的扭矩。
7.在短时间运转(0.5到1小时)后,检查螺栓的拧紧扭矩,如有必要,重新拧紧。
8.为了防止异物侵入,用油脂填满孔的连接孔。







皮带轮装配注意事项
1、 装配前一次清洗必须使用汽油,以保证各零部件干净并干燥,以保证配合面配合紧密且无油污,有足够的摩擦力。
2、 装配用内六角螺栓装配前也应用汽油洗净并晾干,不可在螺栓或螺孔中涂装润滑油或润滑脂,以保证螺栓紧固后有足够的摩擦自锁能力。
3、 三颗内六角螺栓即将安装到位时需轮番紧固,以保证锥套受均匀轴向力,保证带轮和锥套同轴定位良好。
4、 安装前检查测量装配用内六角螺栓长度,以保证装配螺栓紧固后能顶住锥套盲孔底端,以保证锥面配合紧密,并保证螺栓受到盲孔底端反向推力,产生双螺母原理一样的防松作用。
5、 皮带轮紧固后拉线检查并调整主、从动皮带轮相对位置,保证两轮处于同一平面且皮带张紧适度。
6、 皮带轮罩应完好并安装牢固,以保证运转中皮带断裂或皮带轮松动退出酿成重大安全事故。
7、 锥套属于易损件,经过长时间运转后,内孔及链槽可能发生损坏,每次装配前应检查,发现缺陷应及时更换备件




 15621581556
15621581556