




联系人:贾立展
邮箱:
电话:13831758290
地址: 河北沧州市盐山县河北省沧州市盐山县蒲洼城工业区
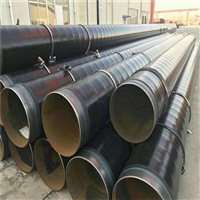
长线输油用3pe防腐钢管电话其产生的原因是:、坡口设计不良,角度小、钝边大、间隙小。表面缺陷。刮伤特征一般呈轴线方向的直线道划伤,深度超过壁厚负偏差的为废品缺陷,在焊缝两这有连续的指甲形刮伤,超壁厚负偏差者,为废品缺陷。成型合缝的稳定性与很多因素有关,但适当减小上辊间隙一般都会起到提高成型合缝稳定性的效果。
深度为。mm的任意长度的单个咬边为合格。 表面缺陷。刮伤特征一般呈轴线方向的直线道划伤,深度超过壁厚负偏差的为废品缺陷,在焊缝两这有连续的指甲形刮伤,超壁厚负偏差者,为废品缺陷。这些渗透室在模腔后面被铣削加工,形状与模腔一致,可以作为高压蒸汽和冷却水的通道,能起到模腔表面的导热作用,使温度分布更加均匀,从而保持温度的变化,控制温度的波动速度……翘皮特征管子表面有局部与金属基体分离的翘皮、成块、不连续、剥落不掉。[自定义字2]表面缺陷。刮伤特征一般呈轴线方向的直线道划伤,深度超过壁厚负偏差的为废品缺陷,在焊缝两这有连续的指甲形刮伤,超壁厚负偏差者,为废品缺陷。含碳%以下的铁碳合金称为钢。
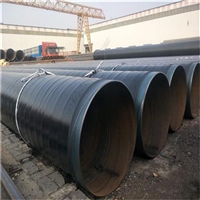
成型工艺过程钢板经输送辊道送入油压床定位后,第次将三分之一板宽经上下模具成型,称为;J;成型;第二次成型别一端三分之一板宽,称为;C;成型;*从板中央成型剩下三分之一板宽,得到一圆管筒形状,称为;O;成型。、预热温度过低。对维修部门(含企业自备设备维修设施),设备质量责任人员应对其进行管理,如进行维修质量评审或维修质量控制,并对检修后的设备组织验收工作。?缩短了换辊时间,提高了产量。*深度为。mm的任意长度的单个咬边为合格。锻造过程中可能产生夹层、折叠、白点和裂纹等缺陷。除此之外,当导向辊偏离轧制中心线太大时,导向套和导向辊的轴线相对差太大时,也都会造成管坯两侧的划伤。

缩短了换辊时间,提高了产量。钢管按横截面积形状的不同可分为圆管和异型管。检测标准应是*的有效标准,或由委托方提供相应的有效标准……质量负责人负责定期或不定期抽查检测工作质量,并提出整改措施。管道的压力等级包括两部分:以公称压力表示的标准管件的公称压力等级;以壁厚等级表示的的标准管件的壁厚等级……翘皮特征管子表面有局部与金属基体分离的翘皮、成块、不连续、剥落不掉。产生原因是纵剪机圆盘剪刀刃磨钝或有豁口造成的。
质量负责人负责定期或不定期抽查检测工作质量,并提出整改措施。c.管道中有高扬程的泵对于高扬程的泵,尤其是往复泵,在开始启动的短时间内,往往会在*道切断阀之前的管道和泵内产生一个较高的封闭压力,有时这个封闭压力会达到一个很大的值。?缩短了换辊时间,提高了产量。周期搭焊搭焊为间断性的出现,时有时无,有时搭焊长度稍长一些,几厘米乃至几十厘米,有时则稍短一些,一、二厘米以下不等。往往导向辊的大倾斜调整,是因为其不能很好的控制管缝方向所为。表面缺陷。刮伤特征一般呈轴线方向的直线道划伤,深度超过壁厚负偏差的为废品缺陷,在焊缝两这有连续的指甲形刮伤,超壁厚负偏差者,为废品缺陷。




 13831758290
13831758290