





联系人:张衡
邮箱:1345905480@qq.com
电话:18678398141
地址: 山东济南市槐荫区蓝翔路15号时代总部基地六区50号楼6楼B区79
| 型号 |
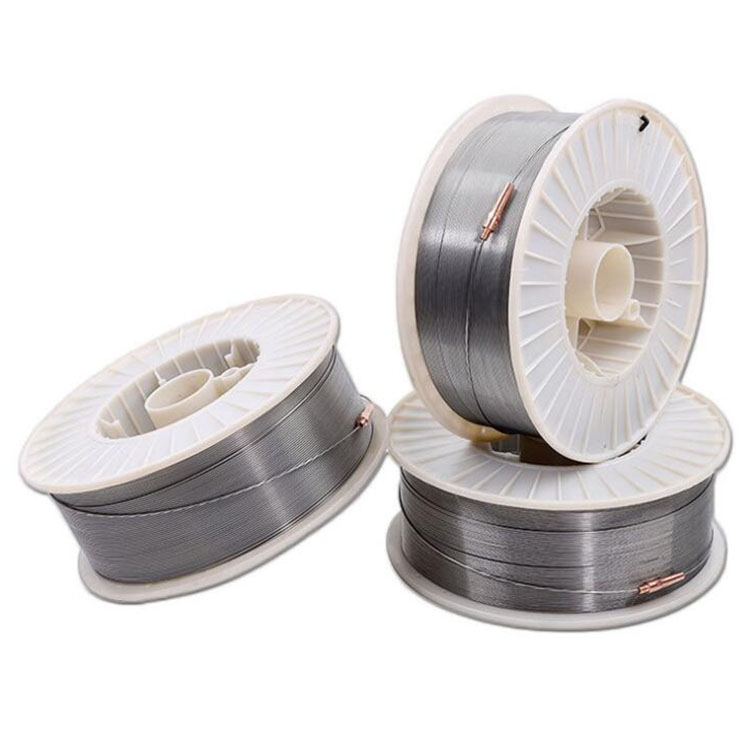
MH400 |
类型 |
药芯焊丝 |
| 焊接方法类型 |
气保护焊丝 |
加工定制 |
否 |
| 标准直径 |
2.8 3.2 |
长度 |
1000 |
| 焊接位置 |
机械设备焊接 |
药芯类型 |
多款 |
| 药芯含量 |
详询 |
材质 |
合金 |
| 用途 |
广泛 |
工作温度 |
常温 |
| 产地 |
山东 |
是否含助焊剂 |
否 |
| 规格尺寸 |
2.8 3.2 |
重量 |
15 |
| 厂家 |
上焊焊材 |
|
MH400明弧打底桶装药芯焊丝是一种适合堆焊修复的焊接材料,用于磨煤机磨辊的明弧堆焊修复是一种常见的应用场景。
对于磨辊的明弧堆焊修复,首先需要清理磨辊表面的锈蚀、油污、氧化皮等,保证基体的金属光泽,这样可以提高焊接接头的结合质量和耐腐蚀性能。
接下来,根据设备状况和修复要求选择合适的磨削设备对磨辊进行适当的打磨,确保表面平整,利于下一阶段的焊接。
然后,可以使用碳弧气刨的方式进行打底,填充材料可以使用桶装药芯焊丝,配合相应的焊接工艺进行操作。需要注意的是,在堆焊过程中应尽量保持均匀的焊接速度,避免过热和焊缝形状不良,影响后续的修复质量。
,完成堆焊后需要进行适当的热处理以消除应力和改善材料的性能。热处理温度和时间取决于磨辊的材料和焊接工艺,需要进行严格的控制。
总的来说,MH400明弧打底桶装药芯焊丝在磨煤机磨辊明弧堆焊修复中是一种可行的方案,但具体实施时需要根据实际情况进行适当的调整和操作。
同时,为了保证修复质量,还需要严格遵守相关的焊接工艺和安全规程。
MH400明弧打底桶装药芯焊丝是一种适合用于堆焊修复磨煤机磨辊的焊接材料。使用这种焊丝时,可以采用明弧打底的方法,这样可以获得更好的熔深和稳定性。
关于磨辊明弧堆焊修复,您需要注意以下几点:
1. 确保磨辊表面干净,无油渍等杂质,否则会影响焊接质量。
2. 按照说明书正确使用焊丝和焊接参数,确保焊缝成形良好,无气孔、裂纹等缺陷。
3. 焊接时要注意控制热量,避免过热导致磨辊表面损伤。
4. 修复完成后,需要进行热处理和时效处理,以消除内应力并提高焊缝的耐腐蚀性能。
5. 如果磨辊需要频繁修复,可以考虑采用激光熔覆等先进技术,以保持其性能。
总之,正确的焊接操作和适当的修复工艺是保证修复质量的关键。如果您不熟悉相关操作,建议寻求人士的帮助。
MH400明弧打底桶装药芯焊丝是一种焊接材料,适用于堆焊修复磨煤机磨辊。在修复过程中,需要按照以下步骤进行操作:
1. 表面清理:对需要修复的磨辊表面进行清理,去除油污、铁锈和氧化皮等杂质。这是保证焊接质量的重要步骤。
2. 打底焊接:使用MH400明弧打底桶装药芯焊丝,采用明弧焊接法进行打底焊接。明弧焊接是指电弧在工件表面燃烧,形成焊缝的过程,适用于需要良好外观的场合。
3. 填充焊接:在底层焊道上添加适当的填充焊丝,以保证焊道的平整和美观。
4. 保护气体:使用适量的惰性气体(如氩气)来保护焊道,防止空气中的氧气侵入,从而保证焊道的金属质量。
5. 速度控制:在焊接过程中,控制好焊接速度,以确保焊道的均匀性和稳定性。
6. 后期处理:完成焊接后,对焊道进行适当的后期处理,如修磨、抛光等,以保证磨辊的外观和性能。
需要注意的是,在修复过程中,要确保操作环境的清洁和干燥,避免杂质和水分的影响。此外,选择合适的焊炬和喷嘴也是保证焊接质量的重要因素。
总之,使用MH400明弧打底桶装药芯焊丝进行磨煤机磨辊明弧堆焊修复时,需要按照上述步骤进行操作,并注意环境、工具和焊道后期处理等方面的因素,以确保修复质量。

MH400明弧打底桶装药芯焊丝是一种常用的焊接材料,用于堆焊修复磨煤机磨辊。在进行磨辊明弧堆焊修复时,需要注意以下几点:
1. 准备工作:确保磨辊表面干净,无油污和锈迹。同时,选择合适的磨具和磨料,以确保磨具的硬度适合磨辊的材质。
2. 打底焊:使用MH400明弧打底桶装药芯焊丝进行打底焊接,确保焊缝与磨辊表面保持平整。
3. 填充焊:使用合适的焊丝和焊接电流,将磨辊表面堆焊一层,确保焊缝与磨辊保持一致。
4. 焊缝处理:在焊接完成后,需要将焊缝打磨平整,确保焊缝与磨辊表面平齐,并且不会对磨辊的正常运行造成影响。
5. 注意事项:在焊接过程中,需要注意控制焊接电流和电弧长度,避免烧穿磨辊或产生过大变形。同时,需要保持焊枪移动速度均匀,以获得良好的堆焊效果。
总之,MH400明弧打底桶装药芯焊丝用于磨煤机磨辊明弧堆焊修复时,需要按照正确的操作步骤进行,并注意控制焊接参数和焊缝处理,以确保修复质量。







 18678398141
18678398141