




联系人:张衡
邮箱:1345905480@qq.com
电话:18678398141
地址: 山东济南市槐荫区蓝翔路15号时代总部基地六区50号楼6楼B区79
| 型号 |
KD380 |
类型 |
堆焊焊条 |
| 药皮成分 |
低氢钠型 |
酸碱性 |
碱性焊条 |
| 性能 |
超低氢焊条 |
加工定制 |
否 |
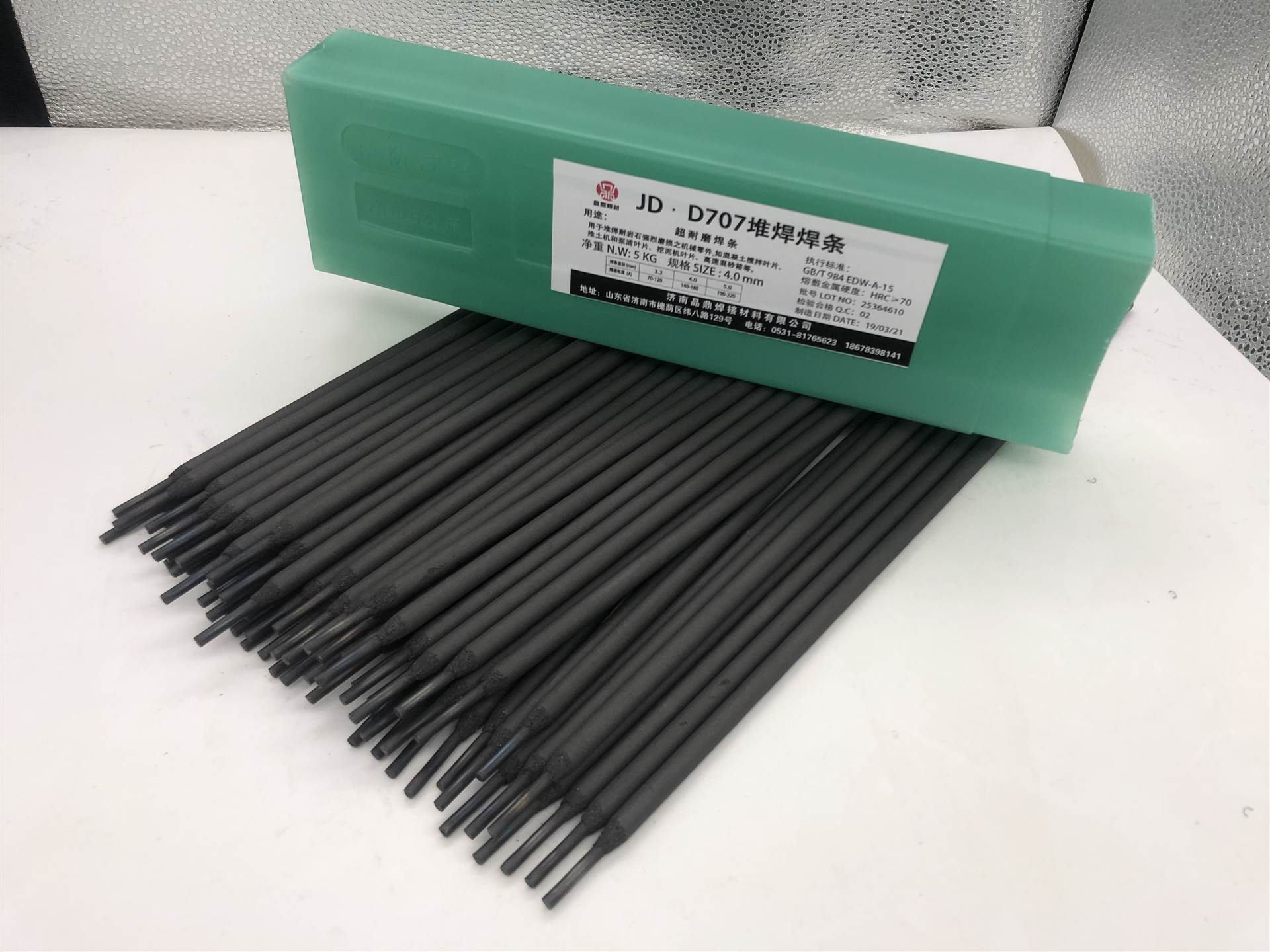
| 焊条直径 |
2.5 3.2 4.05.0mm |
电流幅度 |
110-180 |
| 工作温度 |
常温/高温 |
焊芯直径 |
2.5-5.0mm |
| 适用范围 |
广泛 |
直径 |
2.5 3.2 4.0 5.0MM |
| 长度 |
350 |
厂家 |
山东上焊焊接材料有限公司 |
KD380铁路钢轨焊条道岔辙叉焊补修复对接是一种比较复杂的焊接操作,需要遵循以下步骤:
1. 准备工作:确保道岔辙叉部位清洁,无油污、锈蚀等杂质,选择合适的焊接位置,并确保电源、焊机和工具等设备状态良好。
2. 切割和打磨:根据需要,对需要焊接的部位进行切割和打磨,确保其平整度。
3. 焊接顺序:采用小直径焊条,从辙叉外侧根部开始焊接,逐步向内侧扩展,直至整个需要修复的部位。
4. 调整焊缝:根据实际情况,调整焊缝的形状和尺寸,确保其符合要求。
5. 焊缝处理:对焊缝进行适当的处理,如磨平、修整等,确保其与周围金属平齐。
6. 质量检查:在焊接完成后,进行质量检查,确保焊缝无气孔、夹渣等缺陷,符合安全要求。
在操作过程中,需要注意以下几点:
1. 焊接时应保持电流稳定,控制好电弧燃烧情况,避免过热或烧损现象。
2. 焊接过程中要注意观察焊缝的形状和尺寸,及时进行调整。
3. 避免在焊接过程中用力过大,以免损伤母材和焊缝。
4. 操作完成后,及时清理现场,确保工作区域的整洁和安全。
总之,KD380铁路钢轨焊条道岔辙叉焊补修复对接需要严格按照操作规程进行,确保焊接质量和安全。

KD380铁路钢轨焊条是一种专门用于修复铁路钢轨的焊条,用于对道岔辙叉的焊补修复对接工作是十分适合的。以下是相关步骤:
1. 在进行修复之前,需要确保焊缝的位置没有杂质和油污,否则会影响焊接效果。
2. 使用焊条进行焊接时,需要注意电弧的长度,以及电流和电压的匹配。这些参数需要根据具体情况进行调整,以达到的焊接效果。
3. 焊接过程中,要保持焊缝的平整和连续性,以确保焊缝的质量和稳定性。同时,还需要确保道岔辙叉的形状和位置正确,以确保铁路列车的正常运行。
4. 焊接完成后,需要进行必要的热处理和冷却,以确保焊缝的强度和稳定性。
5. ,需要对焊缝进行质量检查和验收,以确保修复工作符合要求。
需要注意的是,在操作过程中要严格遵守相关安全规定和操作规程,确保操作安全。同时,还需要注意保护环境,减少对周围环境的影响。
KD380铁路钢轨焊条道岔辙叉焊补修复对接是一种比较复杂的焊接操作,需要遵循以下步骤:
1. 对需要焊接的部位进行彻底的清理,去除所有杂质和锈蚀。
2. 焊补前需预热,使用火焰加热至800-1000℃,确保温度均匀。
3. 焊接时,需采用适当的工艺参数,如合适的电流、电压和焊接速度,以及合适的焊条直径和焊嘴大小等。
4. 焊接完成后,需进行适当的锤击,以消除焊接部位的应力。
5. 焊补完成后,需进行适当的冷却,并检查修复部位是否有异常。
6. 如果需要进行道岔辙叉焊补修复对接,可能需要采用特殊的工艺方法,如采用多层焊接工艺或使用特殊的焊丝、焊剂等。
请注意,这些步骤可能因实际情况而有所不同。在操作过程中,一定要遵循正确的操作规程,并确保安全。如果对焊接操作不熟悉,建议寻求人员的帮助。



 18678398141
18678398141