





联系人:张衡
邮箱:1345905480@qq.com
电话:18678398141
地址: 山东济南市槐荫区蓝翔路15号时代总部基地六区50号楼6楼B区79
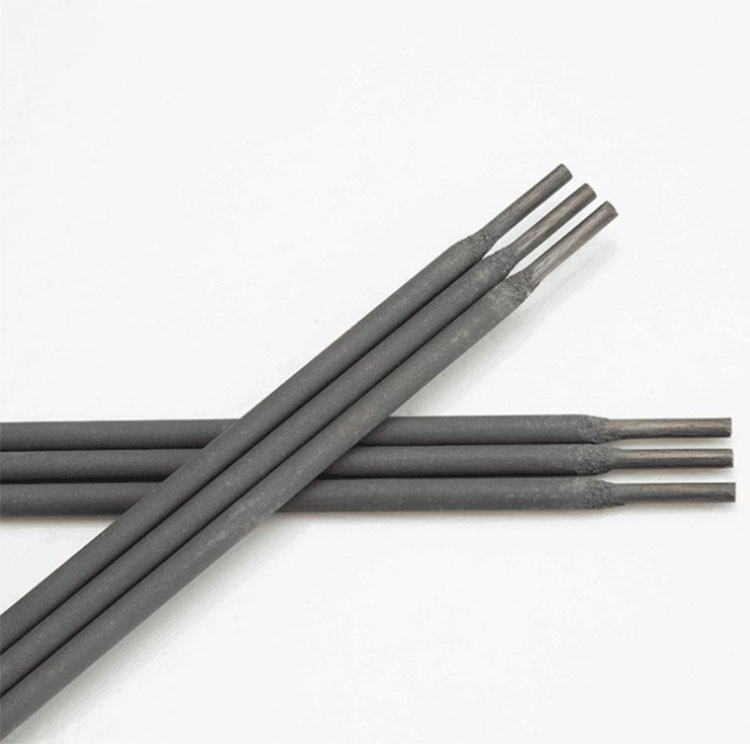
| 型号 |
J857CrNi |
药皮成分 |
低氢钠型 |
J857CrNi高强度钢焊条可以选用以下焊接工艺:
采用手工电弧焊,焊条选用J857CrNi或类似的焊条进行焊接,采用小的焊接电流,焊前焊件表面要彻底清理,以获得良好的焊接接头。
在焊接时,应采用左向焊法,由左向右水平匀速直线移动,接头处应稍停,以使焊缝背面焊渣完全熔化清除。焊缝必须达到质量要求,无气孔、咬边、凹陷等缺陷。
此外,需要注意,在焊接前要确认上次焊接的缺陷已完全清除,方可开始本次焊接。如果在焊接过程中发现缺陷,应立即停止焊接,并记录下缺陷的位置和状况,待修整后方可继续焊接。
总的来说,使用J857CrNi高强度钢焊条进行焊接时需要遵循相应的焊接工艺和操作规程,以确保焊接质量。J857CrNi高强度钢焊条可以选用以下焊接工艺:
1. 焊接方法:采用手工电弧焊,焊条为J857CrNi,焊前预热,焊后进行去应力处理。
2. 焊接电流:焊接电流应根据工件的厚度、接头形式、焊缝位置和焊条直径等因素综合考虑,采用适当的工艺参数进行施焊。
请注意,在进行焊接操作时,应遵循正确的焊接步骤并确保遵守安全规程,以防止损坏设备和自身安全。如有需要,建议寻求人士帮助。J857CrNi高强度钢焊条可以选用以下焊接工艺:
1. 焊接方法:选用手工电弧焊,焊接电流在一定范围内可调,以保证焊透和焊缝成形。电流大小直接影响焊缝的成形和机械性能,焊接电流大小、极性和角度应根据所用电流使用说明和钢种、板厚及焊条直径、形状等因素综合考虑。
2. 焊接顺序:坡口内两侧要磨清理干净,并采用对称焊或跳跃式施焊方法,以避免热影响区的范围过大。
同时,建议使用交流弧焊机进行焊接,这样可以降低熔池过热,防止焊缝塌陷和内应力过大。此外,需要注意接头处要缓冷,以避免裂纹。J857CrNi高强度钢焊条是低氢钾型焊条,可以进行全位置焊接。
需要注意的是,不同厚度和种类的钢板焊接需要注意其操作细节和焊接顺序,如果不熟悉焊接操作,建议寻求人员的帮助,以避免造成更大的损失。







 18678398141
18678398141