




联系人:张衡
邮箱:1345905480@qq.com
电话:18678398141
地址: 山东济南市槐荫区蓝翔路15号时代总部基地六区50号楼6楼B区79
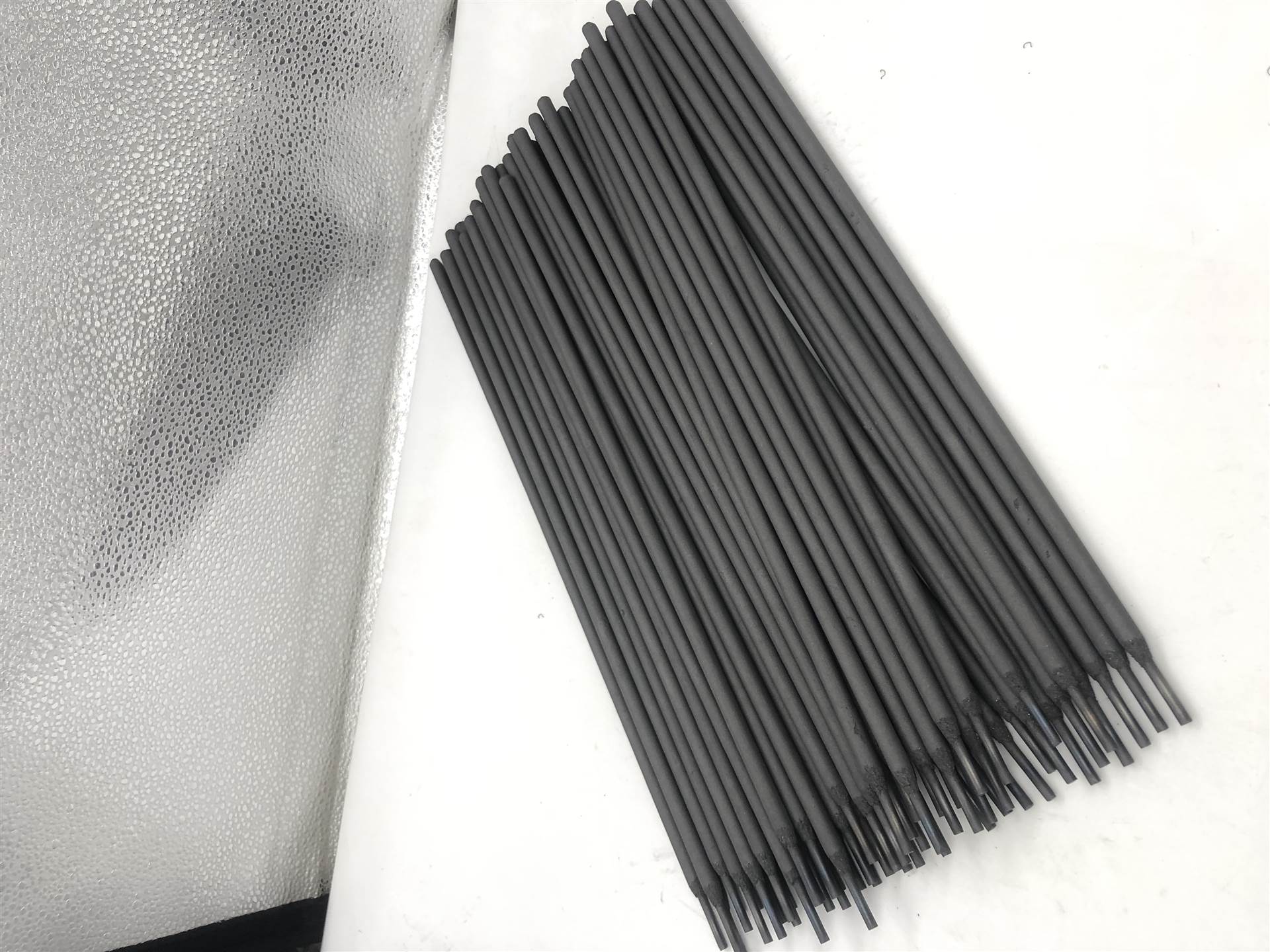
Z308铸铁焊条
符合:GB EZNi-1
AWS ENi-CI
说明:Z308是纯镍焊芯石墨型药皮的铸铁焊条,该焊条采用国外先进技术,药皮呈黑色微红,交直流两用,电弧稳定,具有细小熔滴过渡,熔渣覆盖均匀,焊缝成缝成型美观,特别是小电流有优良的操作工艺性能,帮可避免大电流焊接产生的不良影响。
用途:用于铸件薄件及加工面的补焊,如汽缸盖,发动机座齿轮箱以及机床轨等重要灰口铸铁件。 熔敷金属化学成份:(%)
| C | Mn | Si | S | Ni | Fe | 其它 |
| ≤2.00 | ≤1.00 | ≤2.50 | ≤0.03 | ≤90 | ≤8 | ≤1.00 |
参考电流:(AC或DC+)
| 焊条直径(mm) | 2.5 | 3.2 | 4.0 |
| 焊接电流(A) | 60-90 | 90-110 | 120-150 |
注意事项: 1.可以通过锤击焊缝消除焊补区应力,避免裂纹。
2.铸铁冷焊应避免使用大电流焊接,以减少母材中杂质元素渗入焊缝,缩小白口区宽度,提高焊缝抗裂和机加工能力。
3.焊前焊条须经80-1200C左右烘焙1小时。
牌号
国标
美标
用途
A002
E308L-16
E308L-16
用于焊接碳022Cr19Ni10不锈钢结构,也可用于06Cr18Ni11Ti工作温度低于300℃耐腐蚀的不锈钢结构,主要用于合成纤维、化肥、石油等设备的制造。
A022
E316L-16
E316L-16
用于焊接合成纤维等设备及相同类型的不锈钢结构,也可用于焊后不能进行热处理的铬不锈钢及复合钢、异种钢等。
A022Mo
E317L-16
E317L-16
用于碳022Cr18Ni12Mo3不锈钢,也可用于焊后不能进行热处理的铬不锈钢及复合钢和异种钢的焊接。
A032
E317LMoCu-16
由于焊缝中含有Mo和Cu,在硫酸介质中具有较高的抗腐蚀性能,用于焊接合成纤维等设备在稀、中浓度硫酸介质中工作的同类型碳不锈钢结构,也可焊接Cr10Si3耐酸钢。
A042
E309LMo-16
E309LMo-16
用于相同类型的碳不锈钢材料及异种钢焊接等。
A052
用于化学耐硫酸、醋酸、磷酸的反应器、分离器,同时可用于抗海水腐蚀用钢(022Cr18Ni24Mo5)以及异种钢的焊接。
A062
E309L-16
E309L-16
用于合成纤维、石油化工等设备制造的相同类型的不锈钢结构、复合钢和异种钢等构件,也可用于核反应堆压力容器内壁过渡层堆焊和塔内构件焊接。
A1002
E312-16
E312-16
用于高碳钢、工具钢、高温钢、装甲钢、异种钢等的焊接。
A102
E308-16
E308-16
用于焊接工作温度低于300℃的耐腐蚀的06Cr19Ni10及06Cr18Ni11Ti的不锈钢结构。
A107
E308-15
E308-15
用于焊接工作温度低于300℃的耐腐蚀的06Cr19Ni10型不锈钢结构,也可焊接一些可焊性较差的钢材(如高铬钢等)以及堆焊不锈钢表面层。







 18678398141
18678398141