
联系人:常经理
邮箱:chuangxin800@126.com
电话:13461996830
地址: 河南鹤壁市淇滨区黎阳路742号
| 品牌 |
创新仪器 |
型号 |
HM-60G |
| 类型 |
多元素分析仪器 |
安装方式 |
固定式 |
| 分辨率 |
0 |
电源电压 |
380V |
| 环境温度 |
室温℃ |
环境湿度 |
0 |
| 用途 |
测定烟煤和无烟煤可磨性 |
加工定制 |
否 |
| 测量范围 |
煤炭、电力、冶金、化工等 |
测量对象 |
烟煤和无烟煤等 |
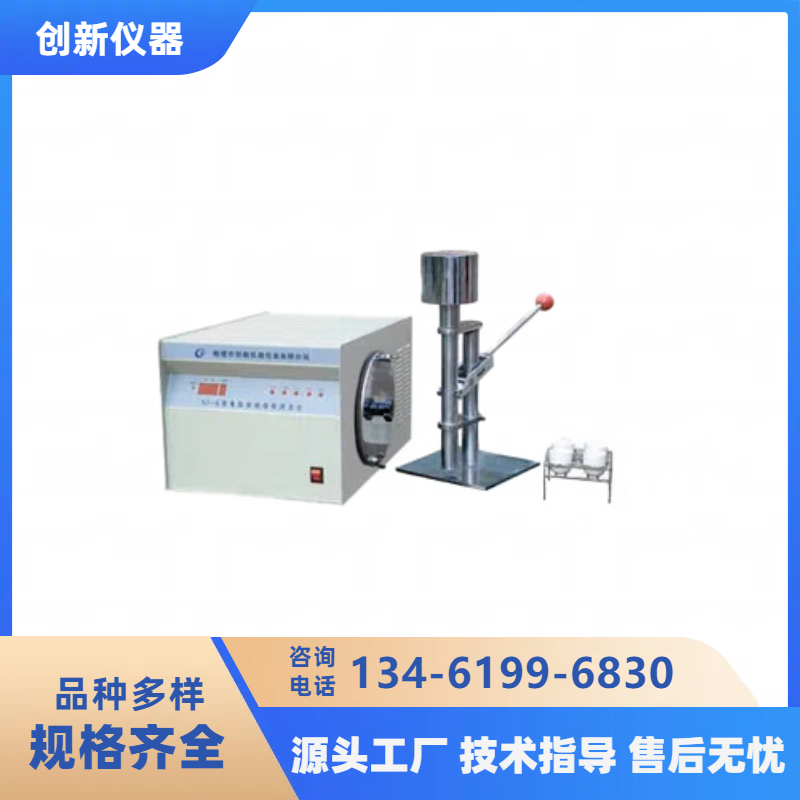
全自动哈氏可磨性指数测定仪
HM-60G型全自动哈氏可磨性指数测定仪:该仪器是鹤壁创新研制的专用于测定烟煤和无烟煤可磨性的一种仪器。依照国标GB2565-87《煤的可磨性指数测定方法》(哈德格罗夫法)的要求设计制造的。是在HM-60的基础上,对结构进行升级设计、外形优化设计、配件精化设计,仪器比原来有了突破性升级。使仪器外形更加美观,运转更加平稳,寿命更加长效,测试更加准确,操作更加简便。只要将试样放入研钵内,一键即可完成全部测试程序。该仪器采用智能化控制,自动加载配重、研钵自动就位、自动顶压和下降,运转采用微电脑计数,到数后自动停机,发生故障急停,再次启动时转数可以累加等多种功能。是化验室应用该仪器的升级换代产品。
主要技术参数
工作转数:60±1/4r
转 速:20±1r/min
负荷力:284±2N
电机功率:200W+25W
电源电压:220V±10V
仪器重量:100kg
外形尺寸: 450×420×720mm
哈氏可磨性指数测定仪通用技术条件 MT/T230—2005 2005-02-14发布 2005-06-01实施 前言 哈氏可磨性指数测定仪及其相关测定器具在煤炭试验室广泛使用。其质量直接决定着所测定煤样的哈氏可磨性指数值,因而有必要对其技术条件作出统一规定。 本标准参照国家标准GB/T 2565—1998《煤的可磨性指数测定方法》(哈德格罗夫法)而制定,是对MT/T 230—1990的修订。 本标准与MT/T 230—1990相比,主要变化如下: —增加了“前言”和“目次”; —增加了对工作环境条件的要求; —增加了绝缘电阻和耐压强度的要求; —增加了其他与哈氏可磨性测定相关器具的技术条件的规定; —增加了对校准图相关系数的规定; —精密度试验方法进行了修改,使其更加完善; —根据GB/T 2828对检验规则进行了修订。 本标准由中国煤炭工业协会科技发展部提出。 本标准由全国煤炭标准化技术委员会归口。 本标准起草单位:煤炭科学研究总院煤炭分析实验室,镇江市科瑞制样设备有限公司。 本标准主要起草人:孙刚、张宝青、陈爱莉、徐玉山。
|
哈氏可磨性指数测定仪通用技术条件
1.范围
本标准规定了哈德格罗夫可磨性指数测定仪(简称测定仪)及其相关测定器具的技术要求,试验方法、检验规则和标志、包装、运输、贮存。
本标准适用于测定烟煤和无烟煤哈德格罗夫可磨性指数的测定仪及其相关测定器具。
2.规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的版本。凡是不注日期的引用文件,其版本适用于本标准。
GB/T 191 包装储运图示标志
GB/T 2565—1998 煤的可磨性指数试验方法(哈德格罗夫法)
GB/T 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 3768 声学 声压法测定噪声源
声功率级 反射面上方采用包络测量表面的简易法
GB/T 6003 试验筛
GB/T 10089 圆柱蜗杆、蜗轮精度
GB/T 10095 渐开线圆柱齿轮#精度
GB/T 15464 仪器仪表包装通用技术条件
GB/T 15479 工业自动化仪表绝缘电阻、绝缘强度技术要求和试验方法
3.技术要求
3.1 工作环境条件:
温度:5-40℃;相对湿度:<85%;
电源:AC(220+22)V,(50±1)Hz。
3.2 测定仪:
3. 2.1 测定仪主要性能:
3.2.1.1 主轴转速:(20±1)r/min。
3.2.1.2 工作转数:(604±0.25)r。
3.2. 2 测定仪研磨件:
3.2.2.1 几何尺寸精度和表面粗糙度:
a) 水平轨道圆弧半径:(19.05±0.13)mm。
b) 水平轨道中心直径:76.20mm。
c) 水平轨道弧弦高(研磨环):(3.50±0.05)mm。
d) 水平轨道弧面表面粗糙度:0.05。
3.2.2.2 研磨环、研磨碗弧面硬度:HRC(45-50)。
3.2.2.3 钢球:
a) 直径:(25.40±0.13)mm。
b) 硬度:HRC(45-50)。
c) 粗糙度:0.05。
3.2.3 钢球受力:(284±2)N。
3.2.4 圆柱齿轮精度应符合GB/T10095中的规定。
3.2.5 蜗轮蜗杆精度应符合GB/T10089中的规定。
3.2.6 测定仪的计数控制器动作应灵敏、准确、并保证测定仪在(60±0.25)r时自动停止运转。
3.2.7 测定仪装配要求:
3.2.7.1 外购件、外协件应有产品合格证,所有零、部件应经检验合格方能组装。
3.2.7.2 零、部件的连接应无松动现象。传动部件应转动平稳、灵活、无异常声响。轴承的密封不能渗油。
3.2.7.3 测定仪的研磨件与机座组装后,应能顶起主轴。主轴中间档圈与机座端面的间隙应不小于3mm。
3.2.7.4 在测定仪的每个重块应有钢字码打的编号和质量。第四块重块的质量在装配前调 整。四块重块、主轴、大齿轮和研磨环作用在钢球上的总垂直力应为(284±2)N。总垂直力用称量30kg、感量10g的天平进行校准。
3.2.8测定仪运转时的噪声不大于65dB。
3.2.9 绝缘电阻和绝缘强度:
测定仪独立供电部分的电源接线端与机壳间的绝缘电阻不小于20MΩ。应能承受1500V、50Hz交流电,历时1min无飞弧和击穿。
3.2.10 测定仪外观要求:
结构合理,金属镀层及化学处理表面应色泽均匀,不得有露底、起皮、起泡、斑痕或有擦伤和划痕,具有较好的防腐、防锈性能。
3.3 振筛机:可以容纳外径为200mm的一组垂直套叠并加盖和筛底盘的筛子。
3. 3.1 垂直振击频率:149min-1。
3. 3.2 水平回转频率:221 min-1。
3. 3.3 回转半径:12.5 mm。
3.4 试验筛:符合GB/T 6003的要求,孔径为0.071mm、0.63mm、1.25mm,直径为200mm,并配有筛盖和筛底盘。
3.5 保护筛:能套在试验筛上的圆孔筛或方孔筛,孔径范围13-19mm,孔径均匀,孔数不少于30。
3.6 二分器:格槽宽度为5mm,两边格槽数相等且各不少于10。
3.7 测定仪校准图的相关系数:不小于0.98。
3.8 测量精密度应同时满足以下两个要求:
a) 多个试样的2次重复测定值的差值落在GB/T 2565规定的重复性限内;
b) 一个试样的多次重复测定值的方差与由GB/T 2565规定的重复性限计算的方差无显著性差异。



 13461996830
13461996830