

联系人:孟经理
邮箱:ddzhkj888@sina.com
电话:18641599237
地址: 辽宁丹东市元宝区元宝区天后宫街6号
| 型号 |
TSC-40 |
别名 |
称重给料机 |
| 材质 |
不锈钢 |
|
定量给料机工作过程全解析:连续输送的“智能指挥官”
在水泥、化工、冶金、食品、制药等连续生产流程中,定量给料机(又称皮带秤、螺旋秤、失重秤等)是确保原料配比、稳定投料的核心智能装备。它如同生产线的“流量阀门”,告别人工粗放投料,实现给多少,可控。下面详细拆解其高效、稳定、的工作过程:
步:系统准备 - 启航
开机初始化: 系统通电,称重控制器进行自检,确认称重传感器、速度传感器(皮带秤)或荷重传感器(失重秤)、驱动电机等关键部件状态正常。
参数设定: 操作员通过人机界面(触摸屏/HMI)设定核心参数:
目标给料量: 设定单位时间内的流量(如:吨/小时,千克/分钟)。
物料特性: 选择或输入当前物料的特性参数(如预设的物料代码,部分系统支持自动密度补偿)。
PID调节参数: 设定控制系统的比例、积分、微分参数,影响动态调节的响应速度和稳定性(高级功能)。
空载运行与调零:
(皮带秤/螺旋秤)启动设备空转,执行自动调零(去皮)操作,消除皮重(皮带/螺旋自重)及机械零点漂移影响。
(失重秤)料仓填充物料至高位,系统自动记录满仓重量作为基准。
第二步:启动给料 - 动态平衡开启
启动命令: 接收来自中控系统(DCS/PLC) 或操作员的启动指令。
驱动运行:
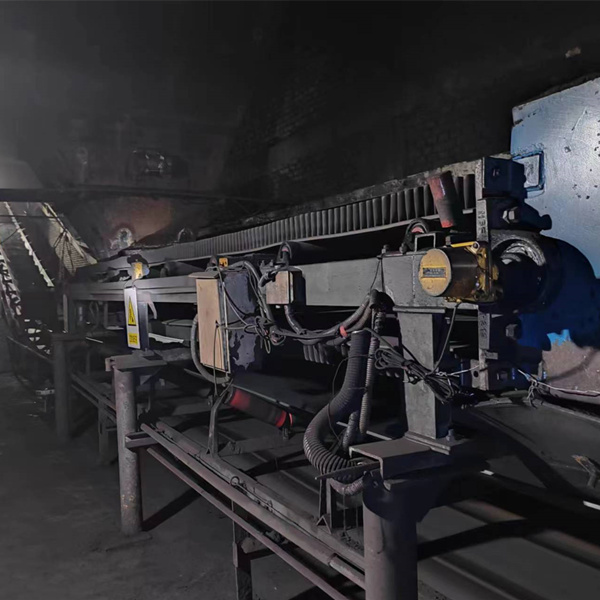
皮带秤: 驱动电机启动,带动环形输送皮带运行。
螺旋秤: 驱动电机启动,带动螺旋叶片旋转推进物料。
失重秤: 精密喂料器(如振动给料器、螺杆)启动,控制物料从称重料仓流出。
初始给料: 系统通常以预设的初始速度或开度开始给料。
第三步:实时称重与速度监测 - 核心数据采集
重量信号采集:
皮带秤/螺旋秤: 物料通过称重桥架或称重单元时,称重传感器实时感知物料重量(单位长度载荷),转换为电信号。
失重秤: 荷重传感器持续监测称重料仓(含内部物料) 的总重量随时间减少的速率(即失重速率)。
速度信号采集(皮带秤/螺旋秤):
速度传感器(如测速编码器)实时测量皮带/螺旋轴的实际运行线速度或转速。
信号传输: 重量信号和速度信号实时传输至称重控制器。
第四步:智能计算与闭环控制 - “大脑”高速运转
瞬时流量计算:
皮带秤: 瞬时流量 = 单位长度载荷 (kg/m) × 皮带速度 (m/s) × 3600 (s/h) ÷ 1000 = 吨/小时 (t/h)
螺旋秤: 原理类似,基于单位长度载荷和螺旋推进速度计算。
失重秤: 瞬时流量 = 失重速率 (kg/s) × 3600 (s/h) ÷ 1000 = 吨/小时 (t/h)
目标比对: 控制器将计算出的瞬时流量与设定的目标流量进行实时比对。
PID闭环调节:
控制器根据瞬时流量与目标流量的偏差大小及变化趋势,运用PID(比例-积分-微分)控制算法进行高速运算。
输出调节信号(如:4-20mA 模拟量信号、PWM信号、数字通讯指令)给执行机构:
调节皮带/螺旋速度: 改变电机转速(变频器控制)。
调节喂料器开度/振幅/频率: 改变物料流出速率(失重秤)。
动态平衡: 通过持续的“测量->计算->比对->调节->再测量”闭环控制,系统快速响应物料特性波动(如流动性变化、料仓压力变化、粘附性)、机械状态变化等干扰,使瞬时流量稳定趋近并保持在目标流量值附近,实现高精度连续定量给料。
第五步:稳定运行与监控 - 持续保障
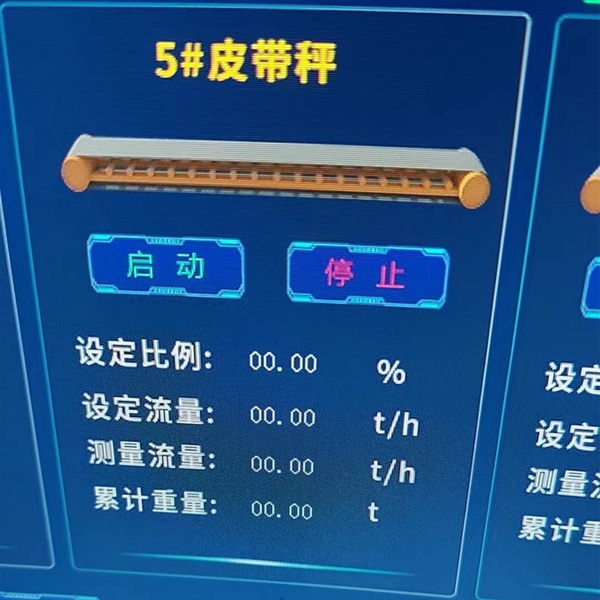
实时显示: 控制器显示屏清晰展示:
瞬时流量(当前实际流量)
设定流量(目标流量)
累计重量(自启动或清零后的总下料量)
运行状态(运行、停止、报警)
偏差百分比(实际与目标的差异)
报警与连锁:
流量超差报警: 当实际流量持续偏离目标值超过允许范围时报警。
堵料/断料报警: 检测到物料流动异常(如皮带打滑、螺旋堵转、失重速率异常低/高)时报警。
设备故障报警: 传感器故障、电机故障等。
安全连锁: 严重报警时可自动停机或连锁上下游设备。
第六步:数据记录与通讯 - 信息可追溯
数据存储: 控制器自动记录关键运行数据:时间戳、设定流量、瞬时流量、累计量、报警事件等。
数据输出:
模拟量/开关量输出: 将瞬时流量、累计量、运行状态等信号传输给DCS/PLC系统,融入全厂自动化控制。
通讯接口: 通过RS485/Modbus、以太网、Profibus等工业总线协议,实现与上位机的数据交换。
本地导出: USB接口导出历史数据报表。
报表生成: 可生成班报、日报、月报等,记录产量、运行效率、报警统计,用于生产管理、成本核算、质量追溯。
核心价值:定量给料机如何赋能生产
配比: 确保多种原料按比例连续加入,保障产品质量一致性。
稳定流量: 维持生产过程流量稳定,优化工艺条件(如窑炉、反应器),提高产品收率和品质。
杜绝浪费: 控制投料量,显著减少原料浪费,降低生产成本。
提升效率: 自动化连续运行,减少人工干预,提高生产效率。
数据驱动: 详实的数据记录为工艺优化、能耗管理、质量追溯提供坚实基础。
符合规范: 满足GMP、FDA等对生产过程中计量与记录的严格要求(尤其制药、食品行业)。
结语:
定量给料机的工作过程,是传感技术(重量、速度)、精密算法(流量计算、PID控制)、闭环调节(驱动执行机构)与信息化管理(数据记录通讯)的高度集成。它通过持续不断的“感知->决策->执行->反馈”循环,在动态复杂的生产环境中,将原料的输送地锁定在目标值上。深入理解其从启动、数据采集、核心计算、闭环调节到数据管理的全流程,对于充分发挥其在提升生产效率、保障产品质量、降低运营成本方面的巨大价值至关重要。




 18641599237
18641599237