






联系人:李经理
邮箱:690901201@qq.com
电话:15301595806
地址: 江苏南京市江宁区秣陵街道诚信大道699号
| 型号 |
YD688堆焊药芯焊丝 |
牌号 |
YD688堆焊药芯焊丝 |
| 类型 |
药芯焊丝 |
焊接方法类型 |
气保护焊丝 |
| 被焊材料 |
有色金属 |
加工定制 |
否 |
| 标准直径 |
1.0-3.0 |
长度 |
盘丝 |
| 焊接位置 |
全位置 |
药芯类型 |
药芯 |
| 材质 |
多种 |
焊接电流 |
90-120 |
| 用途 |
用于磨损较为严重工况下的堆焊修复及制造,因高碳原因,焊层会有微裂纹的产生 |
工作温度 |
常温 |
| 产地 |
本地 |
是否含助焊剂 |
否 |
| 规格尺寸 |
1.0-3.0 |
重量 |
15 |
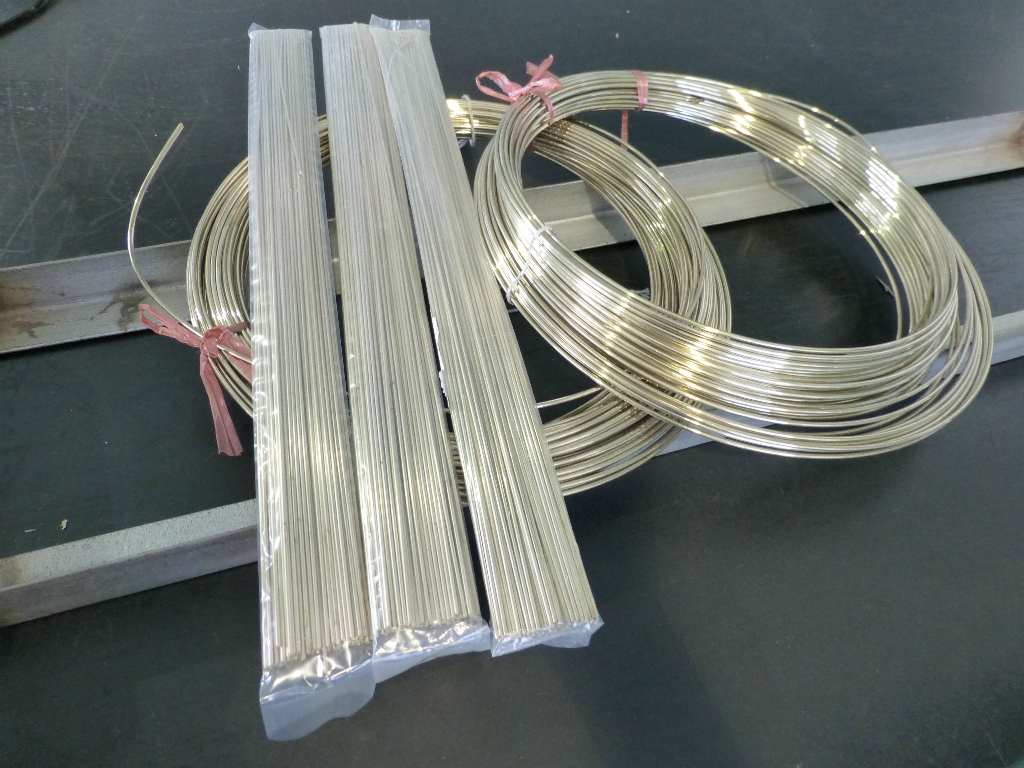
YD688堆焊药芯焊丝
高铬合金堆焊药芯焊丝
| 类 型 介 绍
| |
|
该产品的主要特点
|
应用领域
|
|
CO2气体保护 高铬镍合金 电弧稳定、飞溅少 焊后无渣
|
耐重度磨损 焊后微裂纹 耐强烈冲击
|
|
参 考 规 范
| |
| 规格直径(MM) 电流(A) 电压(V) 伸长度(MM) 气体流量(CO2) 1.2mm 150~300 16~33 15~20 20~25 1.6mm 180~350 19~37 15~20 20~25
| |
|
产 品 描 述
| |
|
描述: 石墨型CO2气体保护堆焊药芯焊丝,堆焊时电弧稳定,飞溅小,焊层无渣,成型好。 主要应用领域: 高铬铸铁型堆焊焊丝,具有优良的堆焊性及抗冲击性能,适用于磨损较为严重工况下的堆焊修复及制造,因高碳原因,焊层会有微裂纹的产生。 堆焊层硬度: HRC 68~70。 C Cr W Mo Si Mn 4.0~5.0 20.0~26.0 1.0~2.0 1.0~2.0 1.0~2.0 0.5~1.0 0.4~0.6
| |
|
注 意 事 项
| |
|
采用直流反接; 焊接时,CO2气体流量宜为20~25L/min; 焊丝的干伸长度宜控制在15~25mm范围内; 道间温度控制在300摄氏度左右 ; 焊接前必须清除焊件上的杂质,如锈,油和水分。
| |






 15301595806
15301595806